
Horn Speed-Forming für schmale und tiefe Nuten

Beim Speed-Forming fährt das Werkzeug über das Werkstück und hebt somit, wie bei einer Hobelbewegung, den Span ab. Der Span wird durch die Schneide erzeugt. Die Vorschubgeschwindigkeit generiert die Maschine. Dabei findet keine Rotation der Spindel statt. Die Achsen erzeugen die Vorschubgeschwindigkeit. Philipp Dahlhaus, Leiter Produktmanagement bei Horn: „Der Prozess ähnelt auch dem Nutstoßen. Wobei das Speed-Forming nur für die Außenanwendung auf einer Fräsmaschine vorgesehen ist, wohingegen Nutstoßen bei Innen- und Außenbearbeitungen auf Drehmaschinen zum Einsatz kommt.“
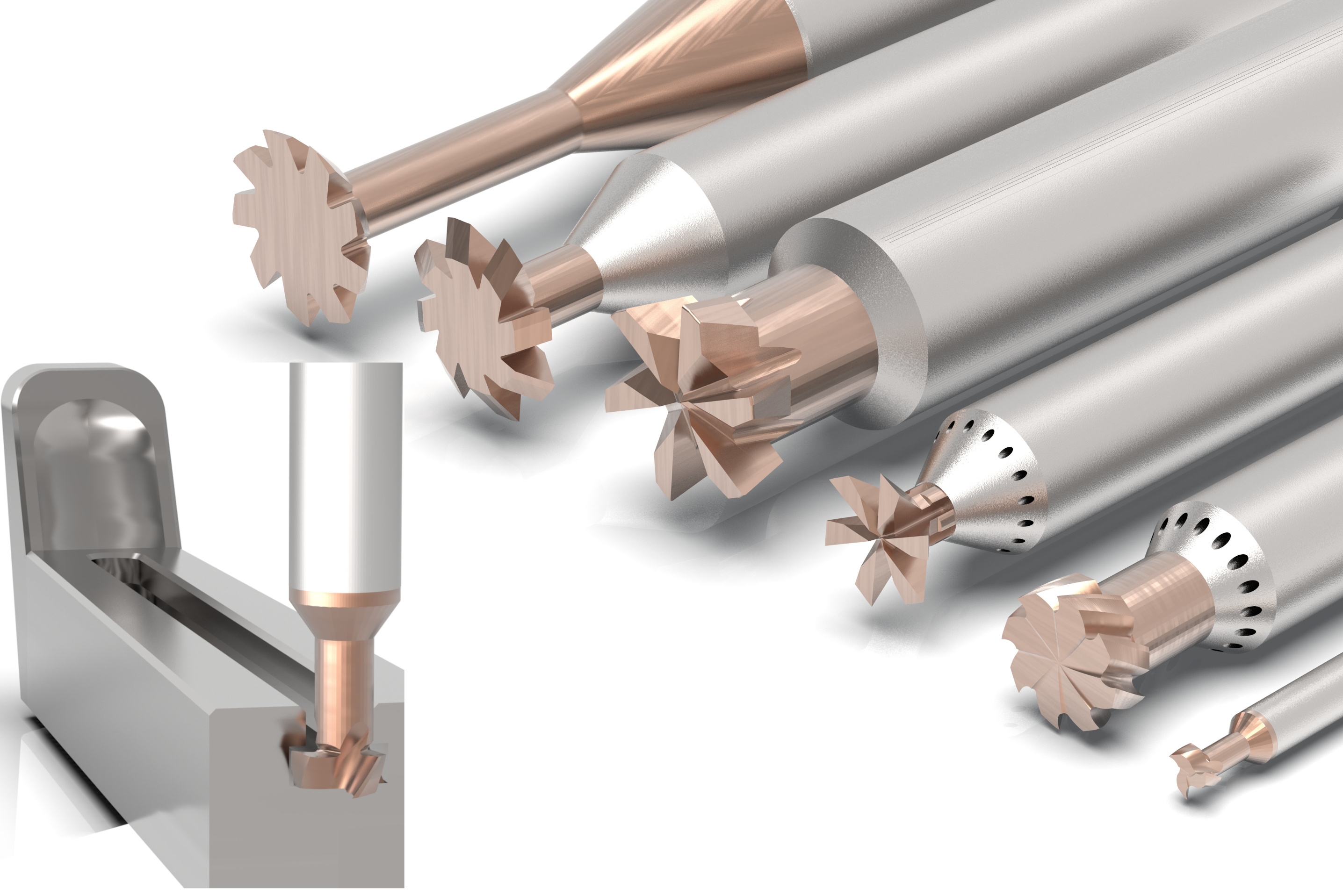
Durch das Speed-Forming stellt man schmale tiefe Nuten her, die beispielsweise ein ungünstiges Durchmesser-Längen-Verhältnis aufweisen und man dadurch hier mit einem Fräser nicht effizient arbeiten kann. Aber auch bei Anwendungsfällen, die durch Störkonturen den Einsatz von Scheibenfräsern nicht zulassen, macht dieses Verfahren Sinn. Speed-Forming lässt sich nicht nur für gerade Nuten umsetzen, sondern auch für Formnuten. Das Werkzeug selbst basiert auf dem Horn-Werkzeugsystem Typ 105. Es handelt sich dabei um ein sehr schmales Werkzeug, das jedoch aufgrund der Werkzeuggeometrie sehr stabil ausgelegt ist. Die Geometrie ist eine Schlüsseleigenschaft des Werkzeugs, denn gerade bei schmalen Nuten, benötigt man eine Geometrie, die den Span entsprechend verjüngt. Neben Standardwerkzeugen – alle mit Spanformgeometrien ausgestattet – ist das Werkzeug auch kundenspezifisch auf den Anwendungsfall als Sonderwerkzeug erhältlich.
Aus der Praxis
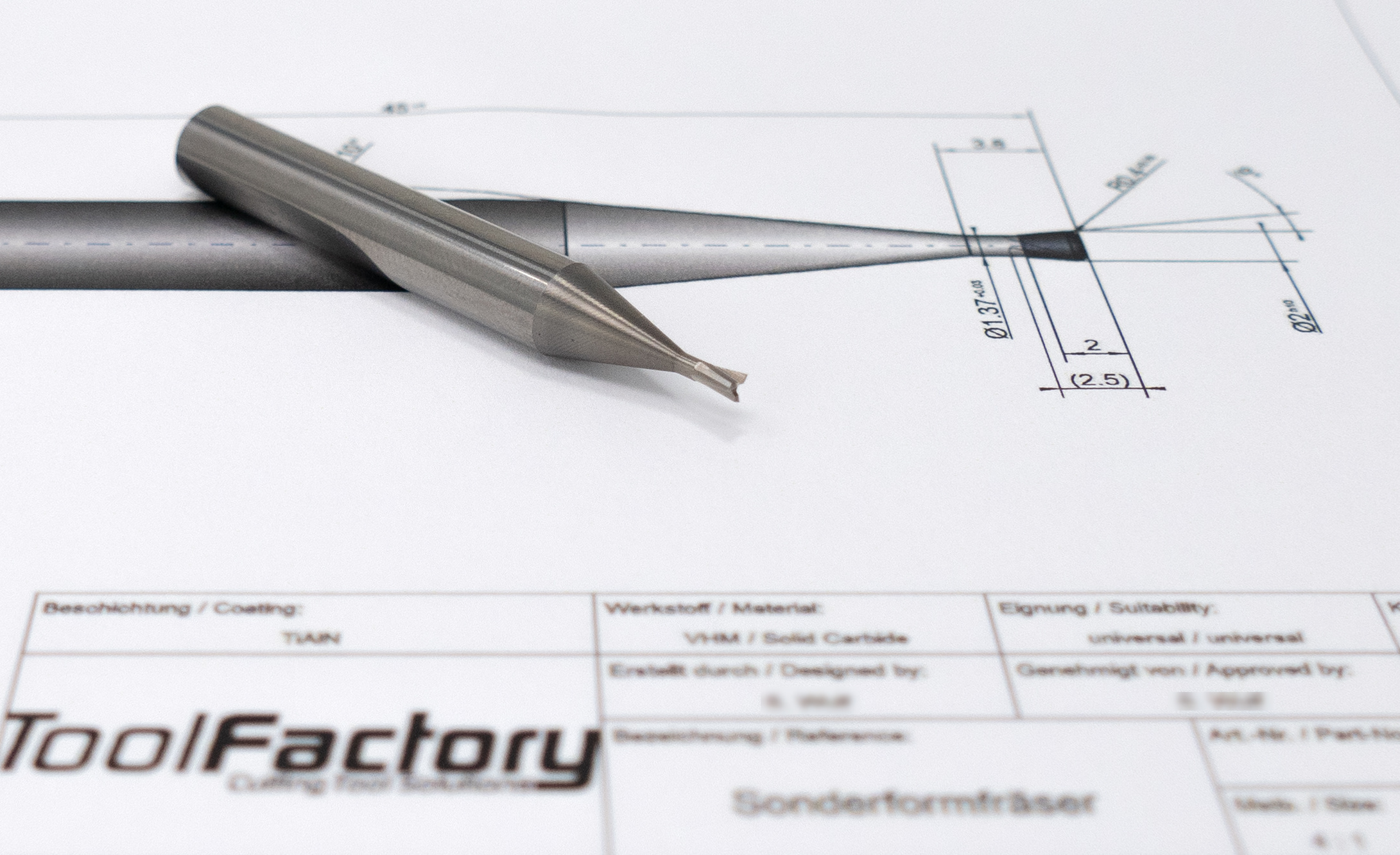
Als Praxisbeispiel dient ein leicht abgeändertes Kundenbauteil (Bild 1) aus dem Werkzeug- und Formenbau. Die Maße der Nut betragen 7 x 2 mm. „Ein vorausgegangener Versuch, diese mit einem Schaftfräser zu produzieren, stellte sich als nicht wirtschaftlich heraus, da das Durchmesser-Längen-Verhältnis relativ groß ist.“ so Philipp Dahlhaus. Auch ist die Spindeldrehzahl in diesem Praxisbeispiel begrenzt. Des Weiteren ergeben die Führungsbohrungen eine Störkontur, welche dazu führt, dass ein Scheibenfräser nicht eingesetzt werden kann. Aufgrund dieser Konstellation fiel die Entscheidung, das Speed-Forming zum Einsatz zu bringen. Philipp Dahlhaus erklärt: „Der Prozess startet in der mittig gesetzten Führungsbohrung in Z-Richtung. Da das Werkzeug sehr schmal ist, beträgt die Spandicke 0,03 mm. Bei einem breiteren Werkzeug sind Spandicken von bis zu 0,15 mm pro Hub, je nach Material, möglich. Die Maschine generiert eine Schnittgeschwindigkeit von vc = 60 m/min. Diese ist jeweils von der Maschine und deren Dynamik abhängig.“ Grundsätzlich kommt bei dieser Art der Zerspanung KSS zum Einsatz. Daher sind alle Werkzeughalter mit Innenkühlung ausgelegt, um hier eine effiziente Kühlung an der Schneide gewährleisten zu können. Des Weiteren ist es wichtig, wenn das Werkzeug in Bearbeitungsrichtung positioniert wird, dass die Achse geklemmt wird, sodass das Werkzeug auch stabil läuft. Welche Nuten bearbeitet werden können, ob gerade, kreisförmig oder wellige Nuten, hängt maßgeblich von der Steuerung der Maschine ab. Die Maschine muss beispielsweise sicherstellen, dass wenn man einen Bogen fährt, das Werkzeug dementsprechend nachgeführt wird. Einige Maschinenhersteller bieten bereits entsprechende Zyklen an. Beim konkreten Beispielbauteil ergaben sich folgende Verbesserungen: Zeiteinsparung von 52 Prozent im Vergleich zum Fräsen, was bei einem Auftragsvolumen von 100 Bauteilen 8 Stunden freiwerdende Maschinenkapazität ausmacht. Neben der Zeiteinsparung war ein wichtiger Faktor die Prozesssicherheit. Diese erweist sich deutlich stabiler als beim Fräsen, da aufgrund des Durchmesser-Längen-Verhältnisses der Fräser vormals die eingesetzten Fräser oft abgebrochen sind. Auslöser waren die Späne, die in der Nut stecken blieben. Hier punktet die Spanformgeometrie beim Speed-Forming.
Speed-Forming im Überblick
Für die produktive Herstellung von schmalen und tiefen Nuten in kubischen Werkstücken hat die Paul Horn GmbH Werkzeuge für das Verfahren Speed-Forming entwickelt. Für tiefe und schmale Nuten (2 bis 3 mm breit) kommen im Werkzeug- und Formenbau meistens Fräser mit einem großen Längen- und Durchmesserverhältnis zum Einsatz. Aufgrund der hohen Bruchgefahr sind der Vorschub und die Zustellung relativ klein zu wählen. Horn bietet mit den Werkzeugen des Verfahrens Speed-Forming (Hobeln) die Möglichkeit, Nuten bis 20 mm Tiefe kostengünstig und schnell herzustellen. Die Werkzeuge basieren auf dem System Supermini Typ 105. Ähnlich wie beim Nutstoßen verfährt das Werkzeug auf einer programmierten Bahn bei fest ausgerichteter Werkzeugspindel. Die Zustellung der einzelnen Hübe liegt bei maximal 0,3 mm bei einer Vorschubgeschwindigkeit im Eilgang der Maschine (maximal 60 m/min). In einer Kombination mit einem Zyklus bietet sich die Möglichkeit, auch bogen- oder wellenförmige Nuten zu fertigen. Dieser Zyklus ermöglicht beispielsweise das produktive Herstellen von Kühl- oder Versteifungsrippen an einem Gehäuse. Bei entsprechenden Maschinen und Bauteilen erzielen die Werkzeuge kürzere Bearbeitungszeiten, da die Tropfenform des Supermini-Systems höheren Belastungen standhält und damit auch eine Zustellung in Schnittrichtung zulässt. Für bogenförmige Nuten sind die ersten Maschinenhersteller dabei, entsprechende Zyklen zu entwickeln. Das Programmieren von geraden Nuten stellt erfahrene CNC-Programmierer vor keine große Herausforderung. Alle Trägervarianten besitzen eine innere Kühlmittelzufuhr. (18620-307)

Über uns praxis-und-prudukte



Meistgelesen

Lesen Sie auch




