Präzision bis in den Sub-µm-Bereich Koordinatenschleifen mit hochpräzisen Fünfachs-Fräsbearbeitungszentren

Im Bereich des Formen- und Werkzeugbaus werden die Anforderungen an Genauigkeit und Oberflächenqualität ständig verschärft. Beispiele sind Spaltmaßvorgaben im 1-µm-Bereich bei Stanzwerkzeugen oder Formen für Smartphone-Linsen. Deshalb steigt auch der Anteil an Jobs mit einer Finishbearbeitung durch Koordinatenschleifen. Dadurch wächst die Attraktivität von Bearbeitungszentren, die sich für beide Bearbeitungsverfahren gleichermaßen eignen. Wie stellt sich ein mittelständischer Werkzeugmaschinenhersteller diesen Herausforderungen?

Spiegelglanz auf der
koordinatengeschliffenen Kontaktfläche
einer Kurvenscheibe.
„Im Vergleich zum Fräsen bietet das Schleifen mit gebundenem Korn wichtige Vorteile bezüglich der erreichbaren Genauigkeit sowie der Oberflächenqualität“, weiß Dipl.-Ing. Jürgen Röders, Geschäftsführer der Röders GmbH in Soltau. Grund hierfür sind die frischen und daher extrem scharfen Bruchkanten der im Schleifkörper eingebetteten Schleifmittelkörner. Deshalb werden bei vielen Präzisionsbearbeitungen die letzten Mikrometer durch Schleifbearbeitungen abgetragen. Früher erforderte dies den Einsatz einer zweiten Werkzeugmaschine mit dem entsprechenden Umrüstaufwand. Um dies auf einer Maschine in einer Aufspannung erledigen zu können, habe seine Firma schon 2001 erste Koordinatenschleifanwendungen auf HSC-Fräsbearbeitungszentren ausgeführt. Das erste Mal öffentlich vorgestellt wurde dies auf der EMO 2001 in Hannover. Im Unterschied zu den klassischen Maschinenkonzepten für das Koordinatenschleifen, die eine Zirkularbewegung der Schleifspindel mit einem Planetenkopf ermöglichen, müssen hierbei Kreisbewegungen durch interpolierende Ansteuerung linearer Achsen realisiert werden. Deshalb sei man bezüglich der erreichbaren Rundheitsgenauigkeit damals noch leicht im Nachteil gewesen. Doch auch bei Maschinen mit Zirkularkinematik des Arbeitskopfs ist die Genauigkeit der Kreisbewegung begrenzt, und zwar durch die Qualität der Lagerung. Selbst bei Spitzenprodukten lassen sich daher Rundheitsabweichungen in der Größenordnung von 0,5 µm kaum vermeiden.
HSC-Fräsen mit Spitzen-Genauigkeit
„Mit unseren Fräsbearbeitungszentren der neuesten Generation sind solche Werte problemlos auch durch Linearachsen darstellbar“, ergänzt Dr.-Ing. Oliver Gossel, Prokurist bei Fa. Röders. Entscheidend hierfür sei zunächst die Grundgenauigkeit der Maschine. Hier komme Röders dank hochwertiger Führungen, hochauflösender Maßstäbe und einem ausgefeilten Temperaturmanagement aller wesentlichen mechanischen Komponenten problemlos auf Positioniergenauigkeiten von unter einem Mikrometer. Weitere Aspekte seien der reibungsfreie Gewichtsausgleich der Z-Achse sowie die automatische Kompensation der thermisch bedingten Längung der Spindel. Bei 5-Achs-Maschinen werden zudem vor Auslieferung Abweichungen der Dreh- und Schwenkachse des Tischs messtechnisch erfasst und kompensiert. Für zusätzliche Genauigkeit sorgt „Racecut“, die 32-kHz-Abtastfrequenz der Regelung in allen Regelkreisen, die Abweichungen bereits in der Entstehung erkennt und ausgleicht.
Hinzu kommen in die Maschine integrierte Hilfsmittel für die Vermessung der Werkstücke und Werkzeuge einschließlich einer 3D-Anschlifferkennung. Für das Abrichten von Schleifwerkzeugen stehen diamantbestückte Abrichträder zur Verfügung. Das Tüpfelchen auf dem „i“ in Sachen Präzision liefert dann die Vektorsteuerung der Arbeitsspindel. Dadurch werden einmal abgerichtete Schleifwerkzeuge auch nach mehrfachem Auswechseln stets wieder in genau der gleichen Winkelposition eingespannt. So werden Fluchtungsfehler beim Wechsel sicher vermieden.
Bei solchen Schnittmatrizen für dünne Metallfolien
z.B. für Joghurtbecher-Abdeckungen werden immer
engere Spaltmaße gefordert.
Die Dokumentation höchster Präzision auch beim Schleifen…
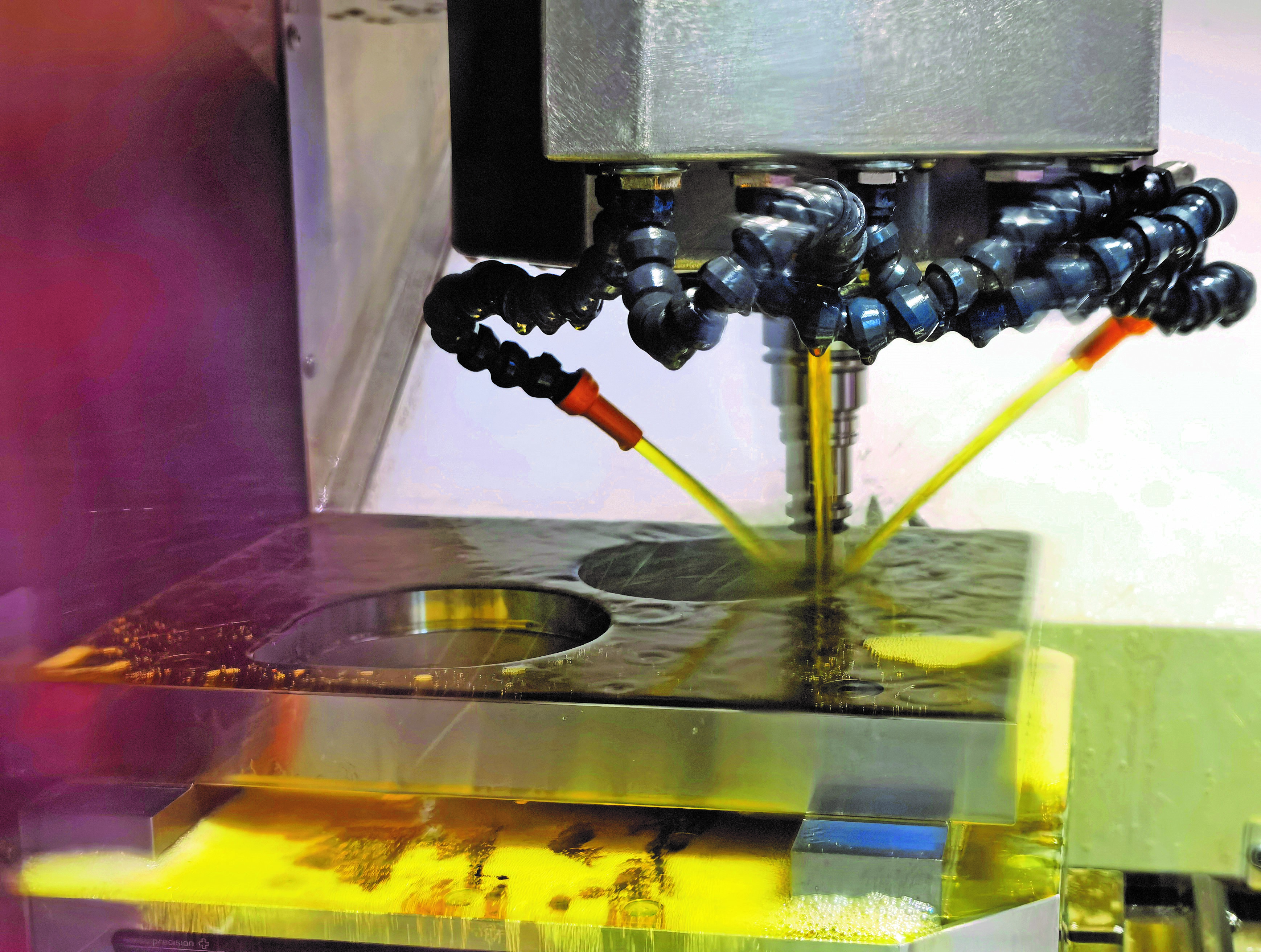
„Die heute mit Röders-Maschinen erreichbare Präzision lässt sich anschaulich anhand einer Spritzgussform für Kameralinsen für Smartphones aufzeigen“, sagt J. Röders. Bei dieser besonders anspruchsvollen Anwendung werden 24 Nester mit je einer Durchgangsbohrung in einer Platte eingefräst und anschließend präzisionsgeschliffen. Erschwert wird dies dadurch, dass die zu schleifende Kontur teils erst in 20 mm Tiefe beginnt, so dass das vergleichsweise schlanke Werkzeug unter ungünstigen Abdrängungsbedingungen zum Einsatz gebracht werden muss. Die beiden insgesamt 60 mm
starken Werkzeuggrundplatten bestehen aus Werkzeugstahl mit einer Härte von
52-54 HRC. Die Nester weisen eine unsymmetrische Kontur auf. Für die daran anschließende zylindrische Durchgangsbohrung wird ein Durchmesser von 8 mm mit Toleranzvorgeben –0/ +0,0005 mm gefordert. Auch in anderen Bereichen des Werkzeugs sind Toleranzen mit teils
vier signifikanten Stellen hinter dem Komma einzuhalten. Sowohl das Fräsen als auch das Schleifen erfolgten auf
einem dreiachsigen Bearbeitungszentrum Röders RHP 500.
…erfordert den Einsatz von Messtechnik neuester Generation
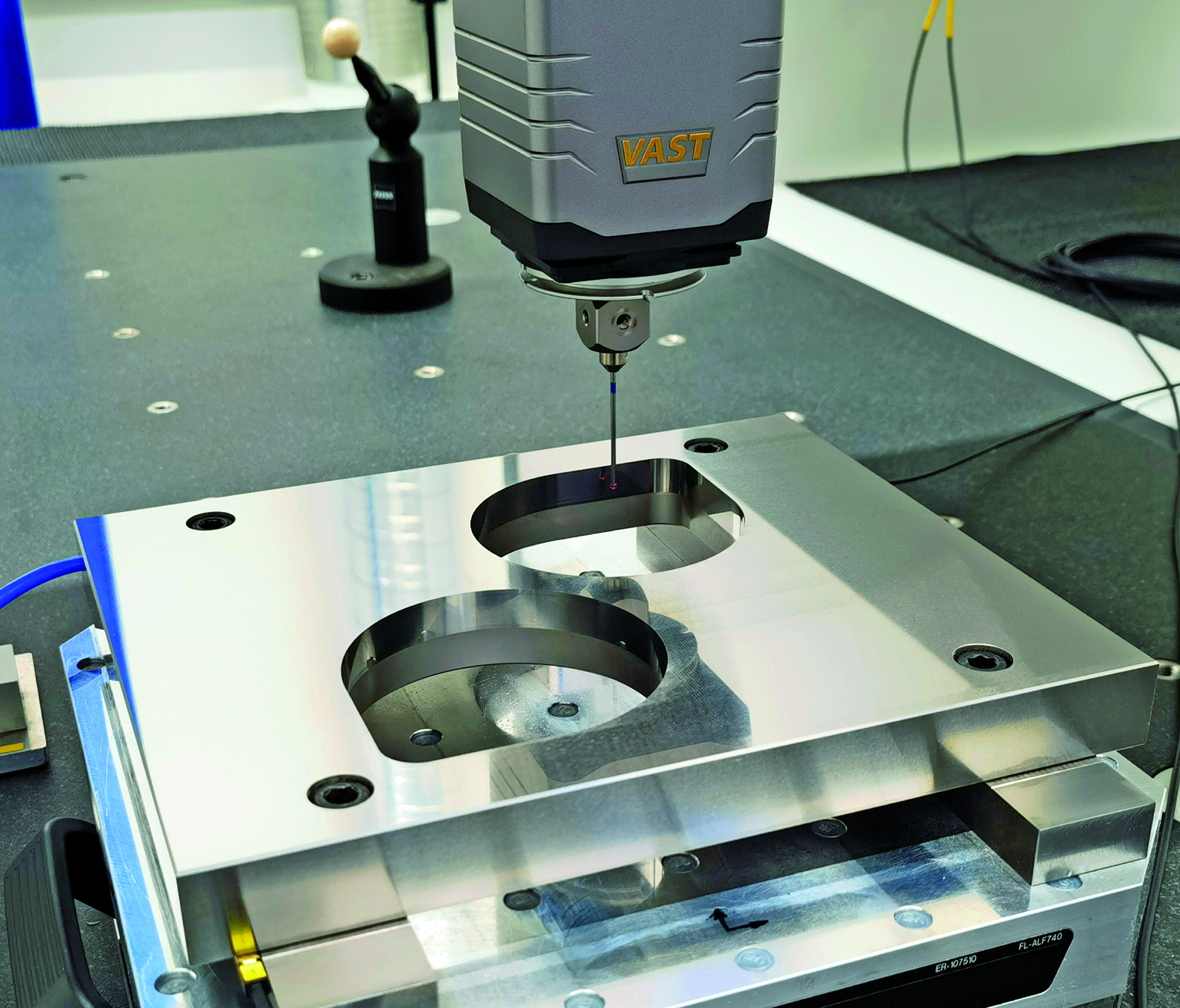
„Wer Werkzeugmaschinen mit einer derartigen Genauigkeit herstellen will, muss natürlich auch über eine entsprechend präzise Messtechnik verfügen“, erläutert O. Gossel. Deshalb habe man eine Koordinatenmessmaschine des Typs XENOS von Zeiss gekauft. Von diesem neuesten High-End-System mit einer Messgenauigkeit von 0,3 + L/1.000 µm gibt es bisher nur rund zwei Dutzend Exemplare, die zumeist bei Forschungseinrichtungen der Luft- und Raumfahrt oder der optischen Industrie stehen.
Mit der Beschaffung alleine ist es bei solchen Genauigkeitsanforderungen jedoch noch längst nicht getan. Die Aufstellung muss in einem erschütterungsarmen Umfeld mit einer präzise kontrollierten Temperatur erfolgen. Zur Investition gehörte deshalb die Einrichtung eines speziellen, fensterlosen Messraums mit einer ausgeklügelten Klimatisierung. Die Temperatur der an vier Ecken in den Raum strömenden Luft wird auf 0,02 K genau kontrolliert. Als Vorschleuse dient der bereits vorhandene, seinerseits schon stabil temperierte Messraum mit einer Zeiss Prismo Ultra, und nach dem Starten des automatischen Messvorgangs verlässt der Bediener den Raum.
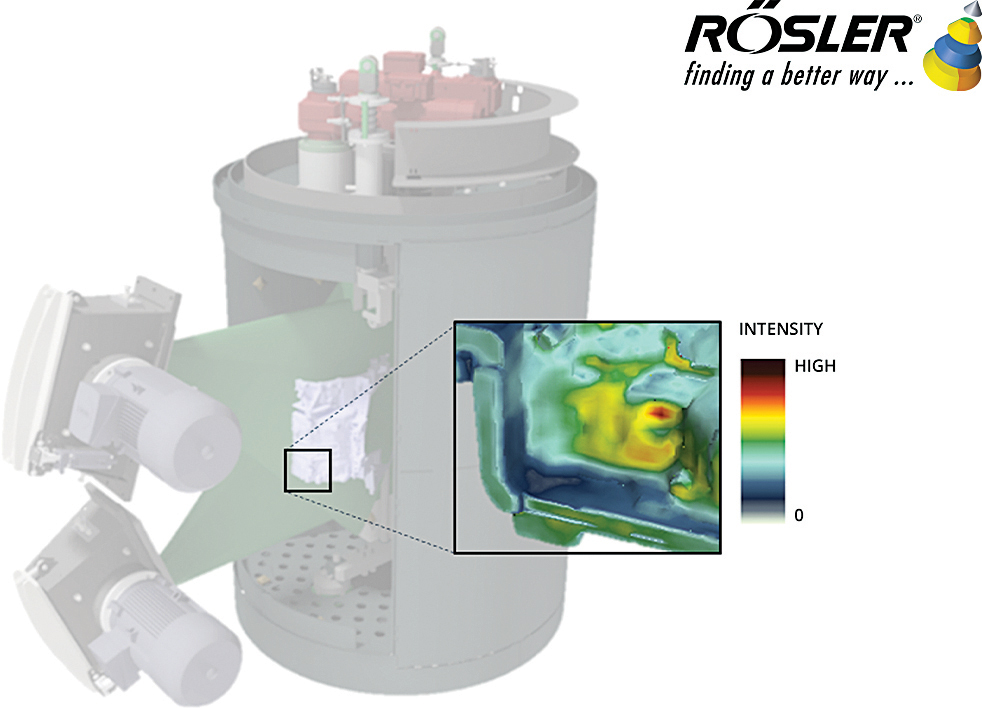
Koordinatenschleifen einer Schnittmatrize
für Metallfolien in einer Röders
Koordinatenschleifmaschine.
Spezielle Software erleichtert die Programmierung
„Schleifen und Fräsen sind deutlich unterschiedliche Technologien, wobei das Schleifen merklich umfassendere Parametersätze der Zerspanung erfordert“, verrät J. Röders. Deshalb sei es auch nicht immer einfach, Schleifern das Fräsen oder Fräsern das Schleifen nahezubringen. Zudem liefern bisher nicht alle CAM-Programme fertige NC-Programme für das Koordinatenschleifen und oft seien die auch gar nicht nötig. Um den Kunden die Arbeit zu erleichtern, habe man die Programmierung des Koordinatenschleifens deutlich vereinfacht. Für die Software-Spezialisten von Röders galt bei der Entwicklung die Direktive, dem Kunden möglichst rationelle Arbeitsabläufe zu ermöglichen. So kann sich der Anwender zu dem Job eine Datenbank mit vorgegebenen Parametersätzen zuladen. Das ermöglicht nicht nur eine schnellere Programmierung, sondern verringert auch das Risiko von Fehleingaben. Auch könne er die bereits vorhandene Datenbank selber mit Erfahrungswerten aus der eigenen Produktion erweitern. Darüber hinaus leiste Röders gerne zusätzliche Unterstützung, da man im Laufe der Entwicklung der Technologie im eigenen Team einen umfassenden Erfahrungsschatz habe aufbauen können. Aufgrund der eigenen, auf Windows basierenden und einfach zu bedienenden Steuerung RMS6 ist die Einarbeitung der Kunden in beide Technologien einfach möglich, da die Herangehensweise in beiden Anwendungsgebieten identisch ist.
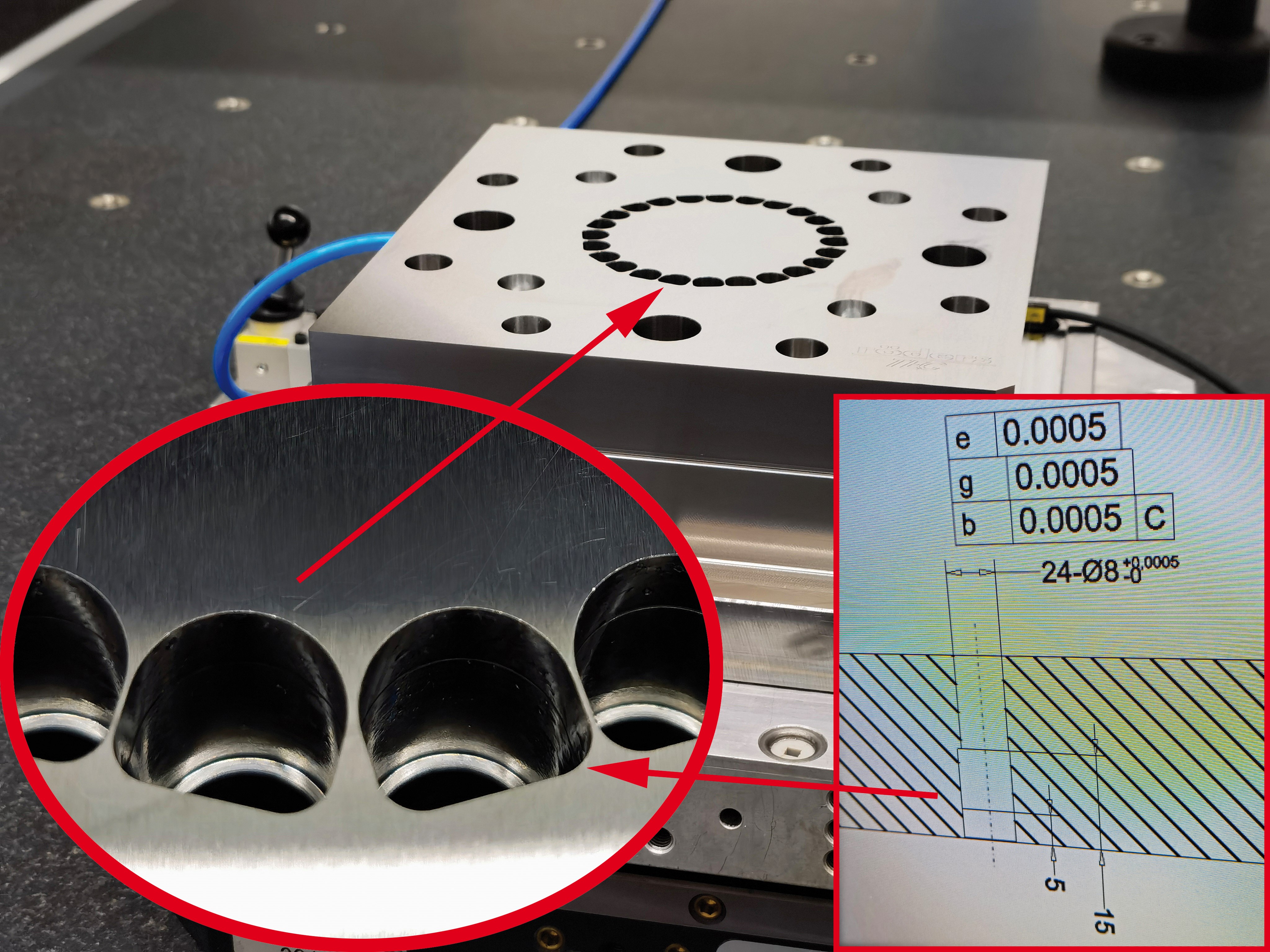
Grundplatten einer Spritzgussform
für Smartphone-Kameralinsen mit
24 Nestern. Für die zylindrische
Durchgangsbohrung wird ein
Durchmesser von 8 mm mit
Toleranzvorgaben –0/ +0,0005 mm
gefordert.
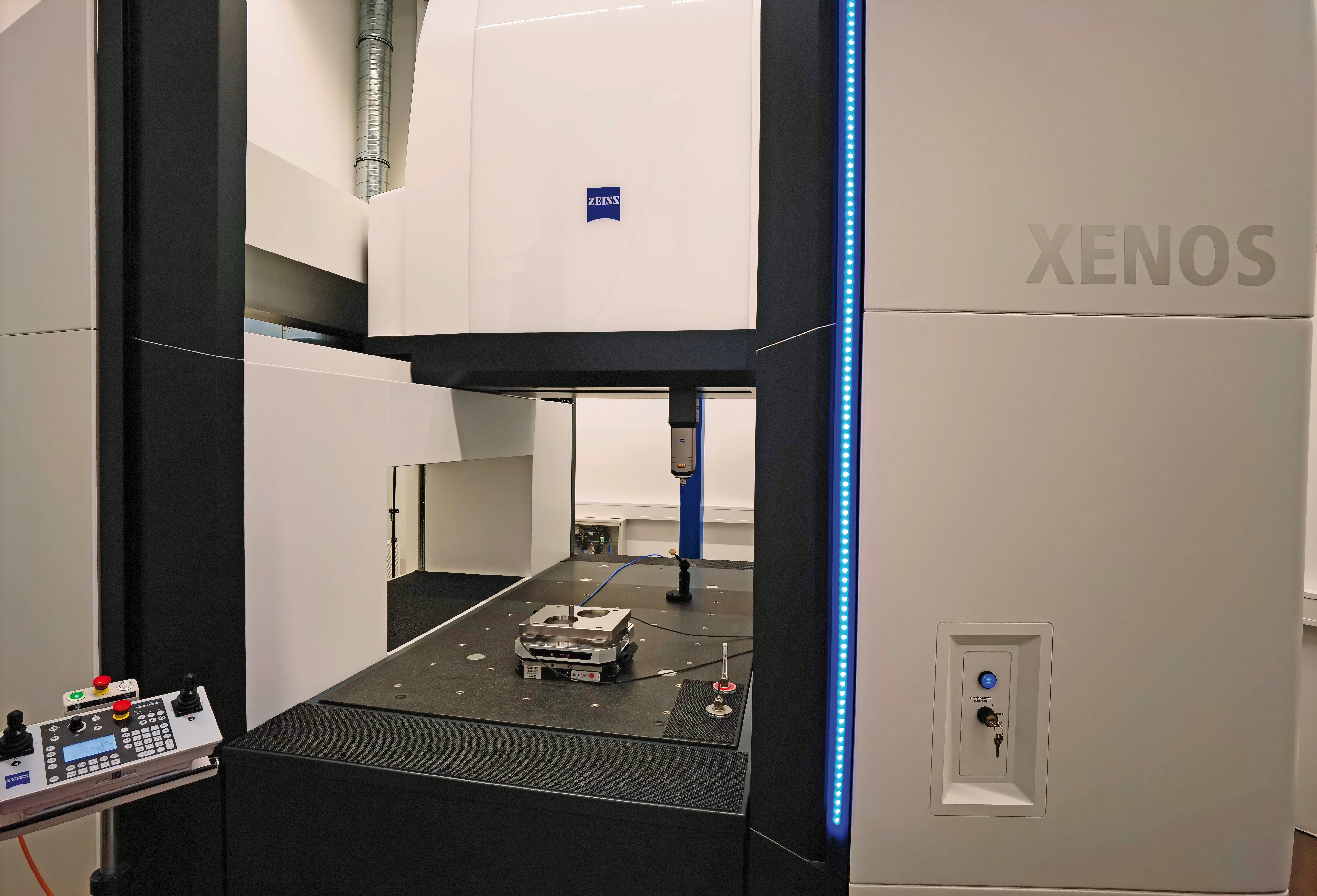
Xenos ist das neueste High-End
Koordinaten-Messsystems von Zeiss
mit einer Messgenauigkeit
von 0,3 + L/1.000 μm.
Volle Produktivität beim Fräsen ebenso wie beim Schleifen
„Einer der wesentlichen Vorteile der Röders-Technologie beruht darauf, dass unsere Maschinen von vornherein für die hohen Belastungen beim HSC-Fräsen ausgelegt werden“, bekräftigt O. Gossel. Bei reinen Koordinatenschleifanwendungen seien die Beanspruchungen wegen der geringeren Materialabtragung nicht so hoch wie z.B. beim Schruppen von Werkzeugstahl. In der Praxis lassen sich aufgrund dieser deutlich höheren Steifigkeit im Vergleich signifikant höhere Zeitspanvolumen erreichen, da die Schleifwerkzeuge optimal zum Einsatz gebracht werden können. „Oft zeigen sich unsere Kunden überrascht, dass mit der gleichen Maschine einerseits geschruppt und im Anschluss auf den Mikrometer genau geschliffen werden kann“, so J. Röders. Dies könne realisiert werden, da die Bearbeitungskräfte keinen Einfluss auf die Maschinengeometrie haben oder zu einem Verschleiß führen, so dass eine außerordentlich hohe Dauergenauigkeit erreichbar sei.
Klaus Vollrath b2dcomm.ch
www.roeders.de

Um den Kunden die Arbeit zu erleichtern, wurde die
werkstattorientierte Programmierung der Jobs an der
Maschine deutlich vereinfacht.

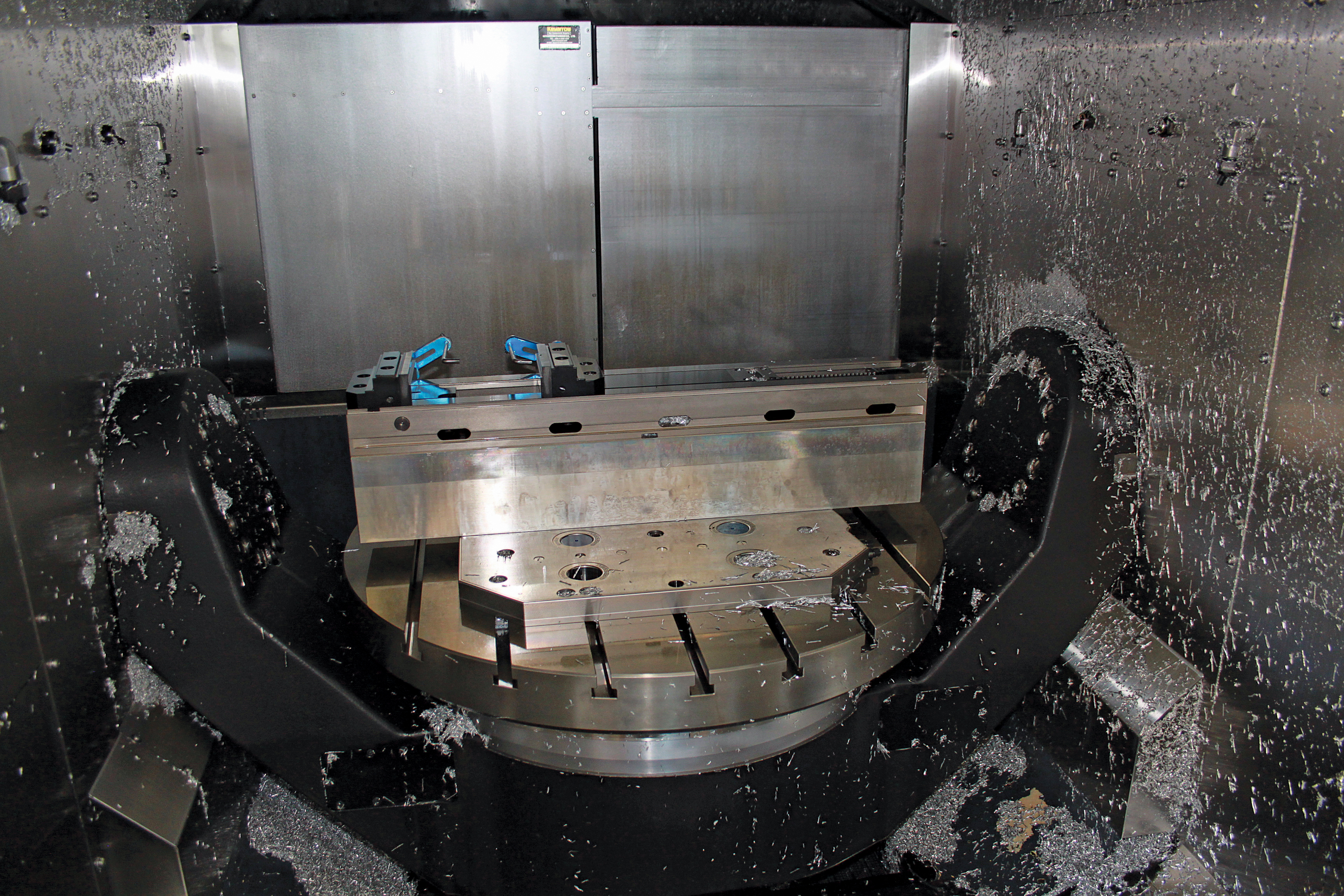
Fünfachsig durch HSC-Fräsen und Koordinatenschleifen auf
der RXP 601 DSH aus Kaltarbeitsstahl (60 ± 2 HRC)
hergestelltes Schnittmesser für die Blechbearbeitung.

Über uns praxis-und-prudukte





Meistgelesen

Lesen Sie auch