Bohrer fast Bohrungsausgang an
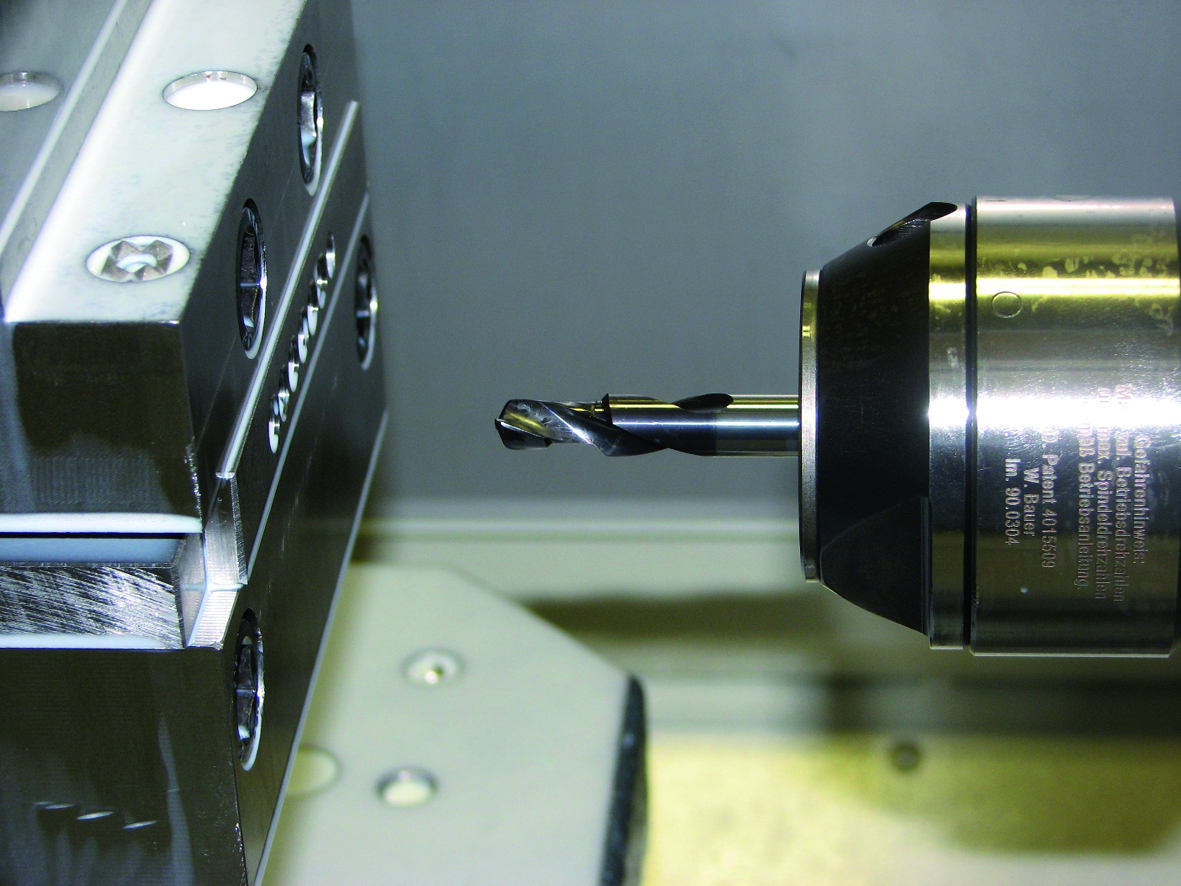
Der Werkzeughalter mit rationellem Sonderbohrer von Dr.-Ing. Walter Bauer entfernt sofort nach dem Bohren den Grat am rückseitigen Bohrungsausgang (Bild 1). Der spezielle Werkzeughalter ist mit einer robusten selbsttätigen Aussteuermechanik ausgestattet. Beim rechtsdrehenden Beschleunigen der Hauptspindel verharrt dessen Bohrerhalterung infolge ihrer Massenträgheit einige Millisekunden, bis sie zum internen Anschlag an der Stellschraube für die justierbare Bohrerposition kommt und damit zentrisch umläuft. Nun bohrt der Sonderbohrer und fast den äußeren Bohrungseingang mit an. Danach wird der Bohrerspitzenbereich hinter dem Bohrungsausgang gelassen. Die anschließende Umkehr der Drehrichtung bewirkt die augenblickliche radiale Zustellung der Bohrerhalterung in ihre zweite, exzentrische Lage – die Position zum rückwärts Anfasen. Nun wird ein kurzes Wegstück im Rückzug gefahren und dabei der rückseitige Bohrungsausgang angefast (Bild 2). Die Sonderbohrer spanen linksdrehend rückwärts mit nur einer einseitig im Bohrerrücken geschützt eingeschliffenen Schneide. Nach Ändern der Drehrichtung auf Rechtslauf stellt der Halter den Bohrer wieder auf die mittige Bohrposition und zieht ihn dann im Eilgang aus der Bohrung zurück. Die Bohrer mit geraden oder gewendelten Span-Nuten sind aus beschichtetem Hartmetall mit Innenkühlung bis zum Durchmesser 20 mm als Sonderanfertigung auf Anfrage hergestellt. Moderne Hauptspindeln erreichen beispielsweise die Arbeitsdrehzahl von ca. 3000 U/min in nur 0,15 Sekunden und sind danach in weiteren 0,15 Sekunden im Stillstand. Somit sind die rückseitigen Fasen in einer zusätzlichen Zeit von nur etwa einer Sekunde pro Bohrung angebracht. Zusätzliche Verfahrwege entfallen.
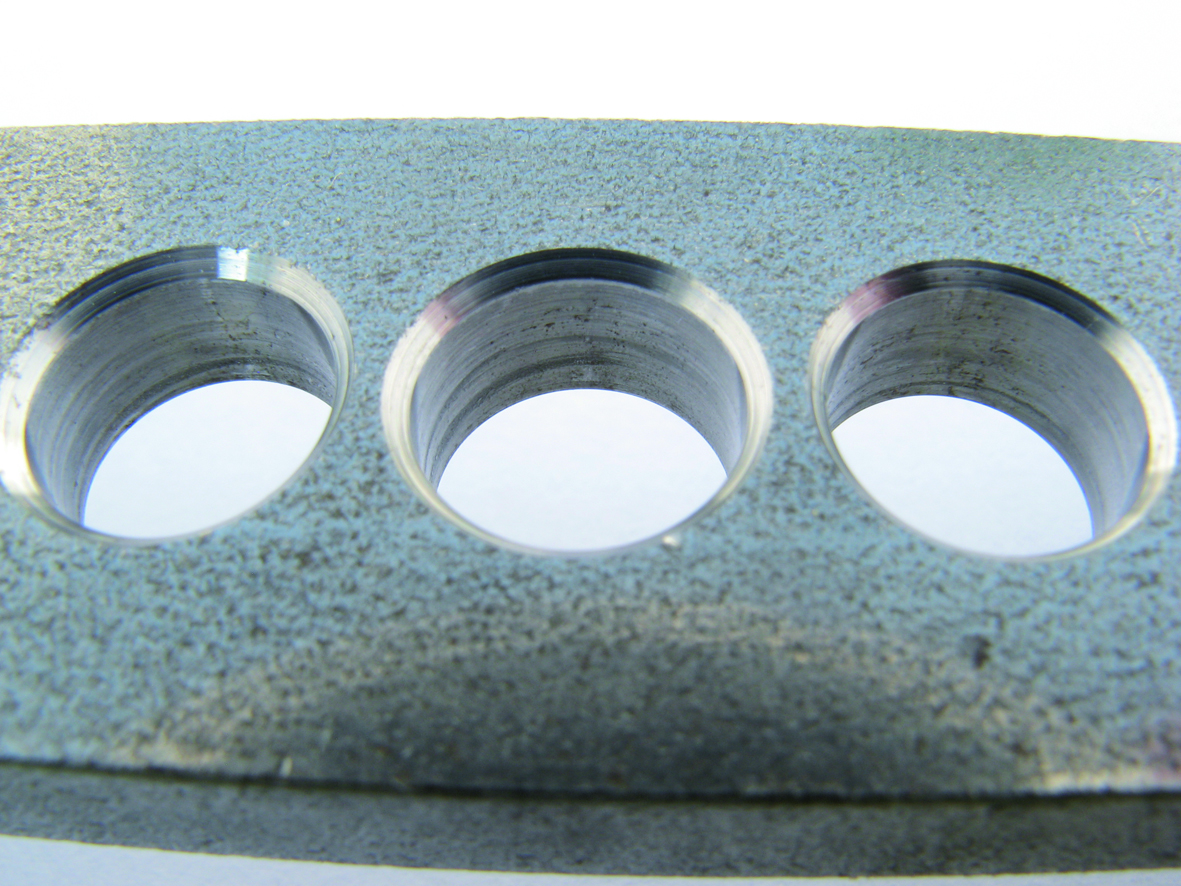
Bild 2: Rückseite einer Bohrprobe in S235JR (St 37) zeigt die unmittelbar nach dem Bohren rückwärts gefasten Bohrungsausgänge.

Über uns einschneidend






Meistgelesen

Lesen Sie auch