Bohren in Edelstahl: Der RT 100 InoxPro
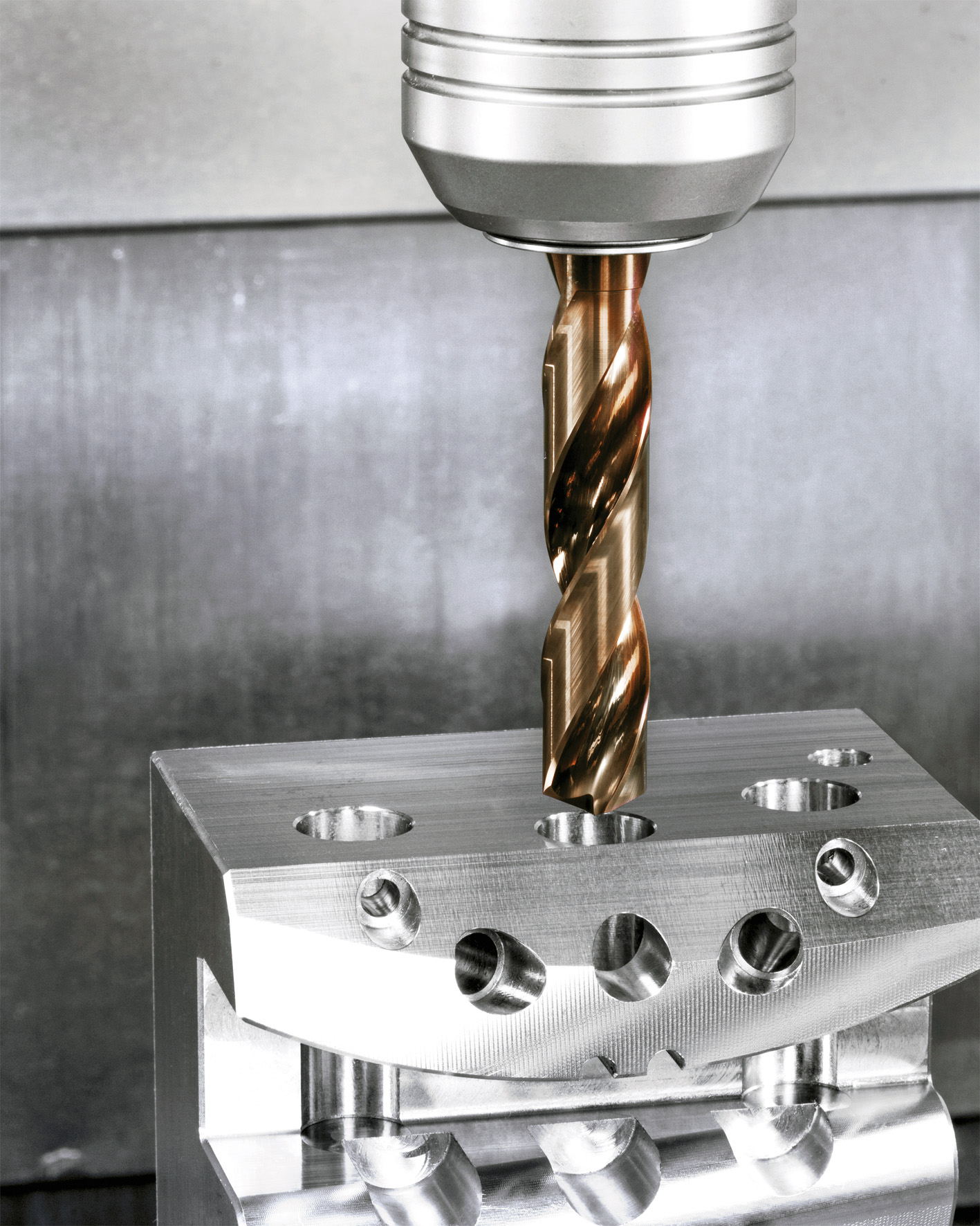
Wer in rostfreien Stählen und Edelstählen bohren will, hat mit einem hohen Werkzeugverschleiß zu kämpfen. Eine Neuentwicklung von Gühring ändert das: Der VHM-Bohrer RT 100 InoxPro erreicht eine außergewöhnliche Leistungsfähigkeit durch seine speziell auf diese Materialgruppe zugeschnittene Kombination aus Hartmetall, Geometrie und Beschichtung. Daraus resultieren höhere Standwege und reduzierte Bearbeitungszeiten.
VA-Materialien sind in vielen Branchen beliebt, doch in der Bearbeitung zeigen sie einige tückische Eigenschaften: Anders als bei der Zerspanung von herkömmlichem Stahl entstehen bei der Edelstahl-Bearbeitung sehr hohe Temperaturen, unter denen die Lebensdauer des Werkzeugs leidet. Zudem neigt das Material zum Klemmen, das heißt es zieht sich beim Bohren zusammen, wodurch Bohrer häufig in der Bohrung verklemmen und brechen. Und noch eine weitere Eigenschaft von Edelstahl begünstigt Werkzeugverschleiß: Oftmals backt das Material beim Bohren an den Schneiden auf. Löst sich dieses aufgebackene Material im Bohrprozess wieder, können Teile der Schneiden ausbrechen.
Aus all diesen Gründen sollte zum Bohren in VA-Werkstoffen unbedingt ein Materialspezialist verwendet werden. Doch die Leistung herkömmlicher VA-Bohrer befindet sich selten auf dem Höchstniveau. Diese Lücke schließt Gühring mit einem neuen Spezialwerkzeug: Der neue RT 100 InoxPro. Der VHM-Bohrer wurde speziell für die Herstellung präziser Bohrungen in rostfreien Stählen, Edelstählen und Titanwerkstoffen konzipiert und verspricht dabei höchste Schnittwerte und lange Standwege.
Glatte Oberflächen verhindern Aufbauschneiden
Um zu verhindern, dass während des Bohrens Material an den Bohrerschneiden haften bleibt, setzt Gühring beim RT 100 InoxPro auf besonders glatte Werkzeugoberflächen. Polierte Spannuten und beste Oberflächenqualität in der Ausspitzung verbessern die Spanabfuhr und minimieren Aufbauschneidenbildung. Zudem wird das Werkzeug mit der Gühring-eigenen Perrox-Beschichtung überzogen, die besonders glatt ist und einen sehr hohen Verschleißschutz bietet.
Neue Geometrie gegen Klemmneigung
Außerdem hat Gühring sein Hartmetall-Substrat speziell an die Bearbeitung von VA-Materialien angepasst: Eine verbesserte Härte-Zähigkeits-Kombination des Schneidstoffs führt dazu, dass die Schneide auch bei hoher Belastung nicht ausbricht. Den gleichen Zweck verfolgt eine neue Bohrergeometrie: Die optimierte, sichelförmige Schneide und die stärkere Verjüngung des Werkzeugs minimieren die Klemmneigung in rostfreiem Stahl.
Für eine höhere Verschleißfestigkeit und Konstanz sorgt die Premiumqualität an den Schneidkanten. So haben erste Tests ergeben, dass der Verschleiß des RT 100 InoxPro bis zu dreimal geringer ist als bei vergleichbaren Werkzeugen von Marktbegleitern. „Das zusammen führt dazu, dass wir hier ein Hochleistungswerkzeug für den VA-Bereich haben“, erklärt Markus Kraus, Produktmanager für Bohrwerkzeuge bei Gühring.
25 Prozent Zeitersparnis
Dass mit dem RT 100 InoxPro deutlich höhere Vorschubgeschwindigkeiten in VA-Werkstoffen möglich sind, zeigt ein Praxisbeispiel, bei dem der neue Gühring-Bohrer gegen den Hochleistungs-VA-Bohrer eines Wettbewerbers getestet wurde. Das Ergebnis: Dank der höheren Vorschubgeschwindigkeit war die Bearbeitungszeit pro Bauteil 25 Prozent kürzer als mit dem Bohrer des Wettbewerbers und das bei gleicher Standzeit.
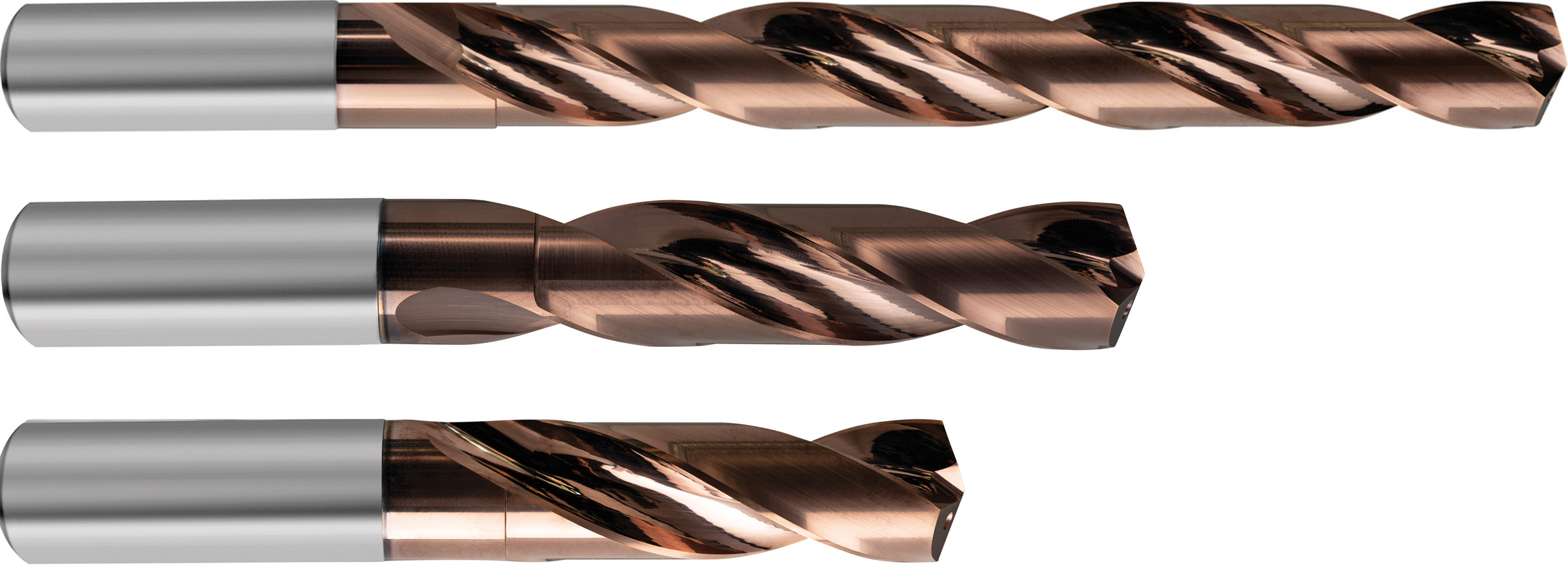
RT 100 InoxPro 7xD.
RT 100 InoxPro 5xD.
RT 100 InoxPro 3xD.

Über uns einschneidend





Meistgelesen

Lesen Sie auch