Fräsen von Zapfwellen

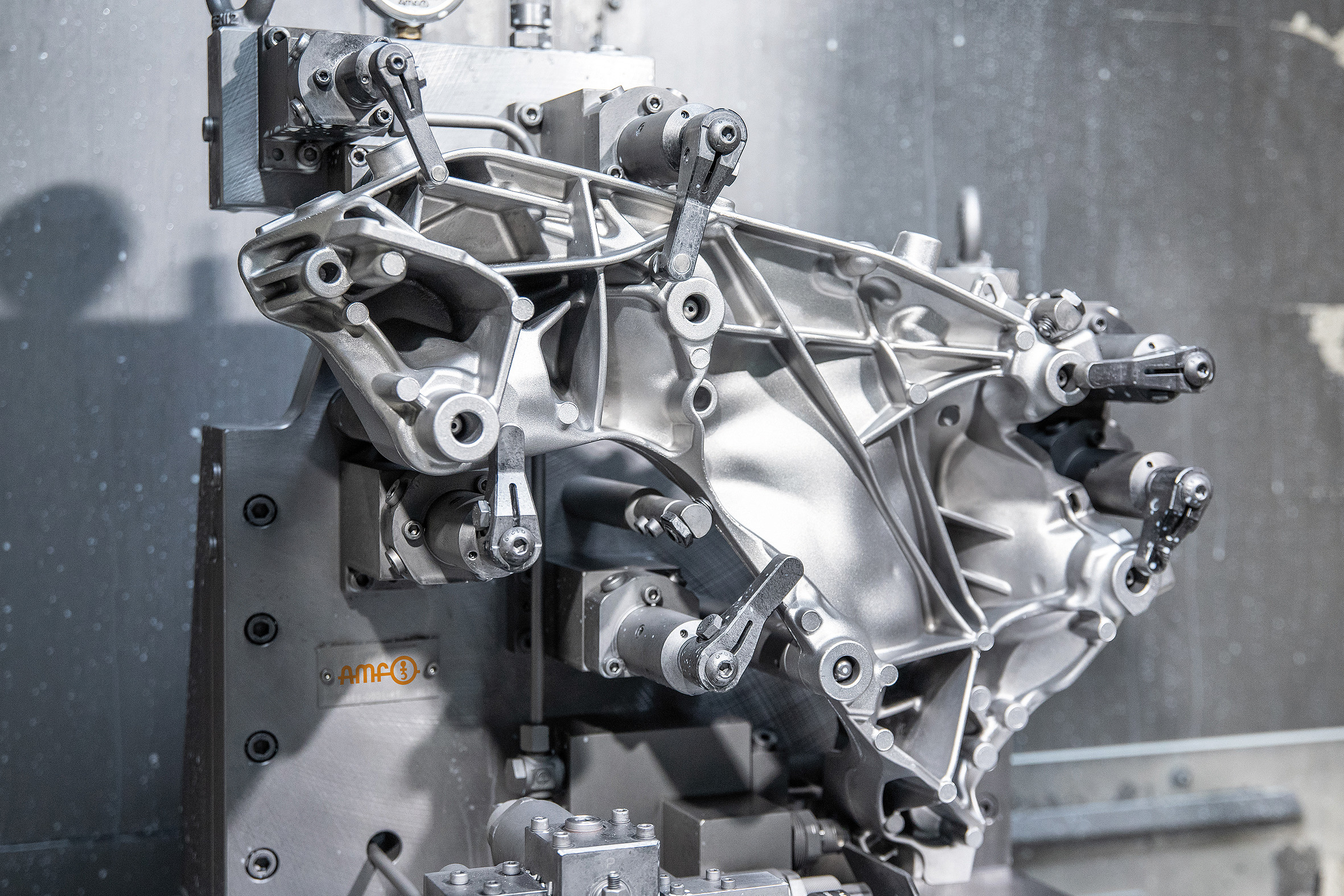
Die Paul Horn GmbH in Tübingen erweitert ihr Werkzeugportfolio für Verzahnungen um Varianten zum Fräsen von Zapfwellen. Die Komplettbearbeitung der Antriebswellen rückt immer mehr in den Fokus der Hersteller. Horn hat hierfür ein eigenes Werkzeugprogramm standardisiert, welches in der Praxis hohe Fräsleistungen zeigt. Zum Einsatz kommt die zweischneidige Hartmetallplatte S274. Im Programm sind Werkzeuge für die Zapfwellengrößen 1 3/8“ sowie 1 3/4“. Dabei umfasst das Portfolio auch spezielle Fräser für eingeschränkte Ausläufe der Wellen. Für eine zielgerichtete Kühlung sind die Trägerwerkzeuge des Typs M274 mit einer inneren Kühlmittelzufuhr ausgestattet. Die Träger haben einen Durchmesser von 63 mm und zehn Zähne.
Traktoren-Anbaugeräte wie beispielsweise ein Mähwerk oder ein Ladewagen haben keinen eigenen Antrieb. Zum Betrieb muss die mechanische Antriebsenergie des Traktors an das Anbaugerät weitergeleitet werden. Dies geschieht über den Nebenantrieb oder auch Zapfwelle genannt. Diese meist zuschaltbare Antriebsquelle steht an einem Nebenausgang des Traktorgetriebes bereit. Die Energie kann direkt über eine Gelenkwelle genutzt werden. Der profilierte Wellenstummel, der aus dem Getriebe herausragt, dient mit einer Keilwellen- oder Evolventenprofil-Verzahnung zur Verbindung mit der Gelenkwelle des Anbaugerätes. Für den Betrieb steckt der Anwender die Gelenkwelle in axialer Richtung auf die Zapfwelle. Zur Sicherung der Verbindung kommen rotationssymetrische Verschlüsse zum Einsatz, welche sich einfach und werkzeuglos lösen lassen.

Horn erweitert sein Werkzeugportfolio für Verzahnungen um Varianten zum Fräsen von Zapfwellen. Bild: HORN/Sauermann


Über uns einschneidend





Meistgelesen

Lesen Sie auch