

Innovative tools for creative metal-cutting

Companies that manufacture one-off parts, assemblies and small batches primarily for the mechanical engineering industry require tools that are as versatile as possible and all-rounders. Just as important is a tool partner that understands what metal-cutting is all about and can ‘read’ the production process. If the partner just happens to be located in the region, then they are just the right partner for Otto Beckert Feinmechanik GmbH & Co. KG. Arno Werkzeuge from Ostfildern not only supplies turning, milling and drilling tools to Kirchentellinsfurt but is also quick to provide advice and assistance.
We think European and that’s how we buy. Even if our work is focused on products and applications for the world market, our aim is to keep the added value here in the region as far as possible. After all, most of our customers are also from this region,” stresses Ralf Beckert, Managing Director of Otto Beckert GmbH & Co. KG in Kirchentellinsfurt The medium-sized contract manufacturer is an innovative solution finder and most of its customers are located within a radius of 50 km. They include well-known turning and milling machine manufacturers as well as suppliers to the semiconductor industry, powertrain specialists and other global market leaders, of which there are many in the Stuttgart region. The company’s management attaches great importance not only to regional responsibility, but also to a stable supply chain, rapid response and personal dialogue at eye level. This is why Arno Werkzeuge GmbH with its universal cutting tools has been a dependable partner for many years.
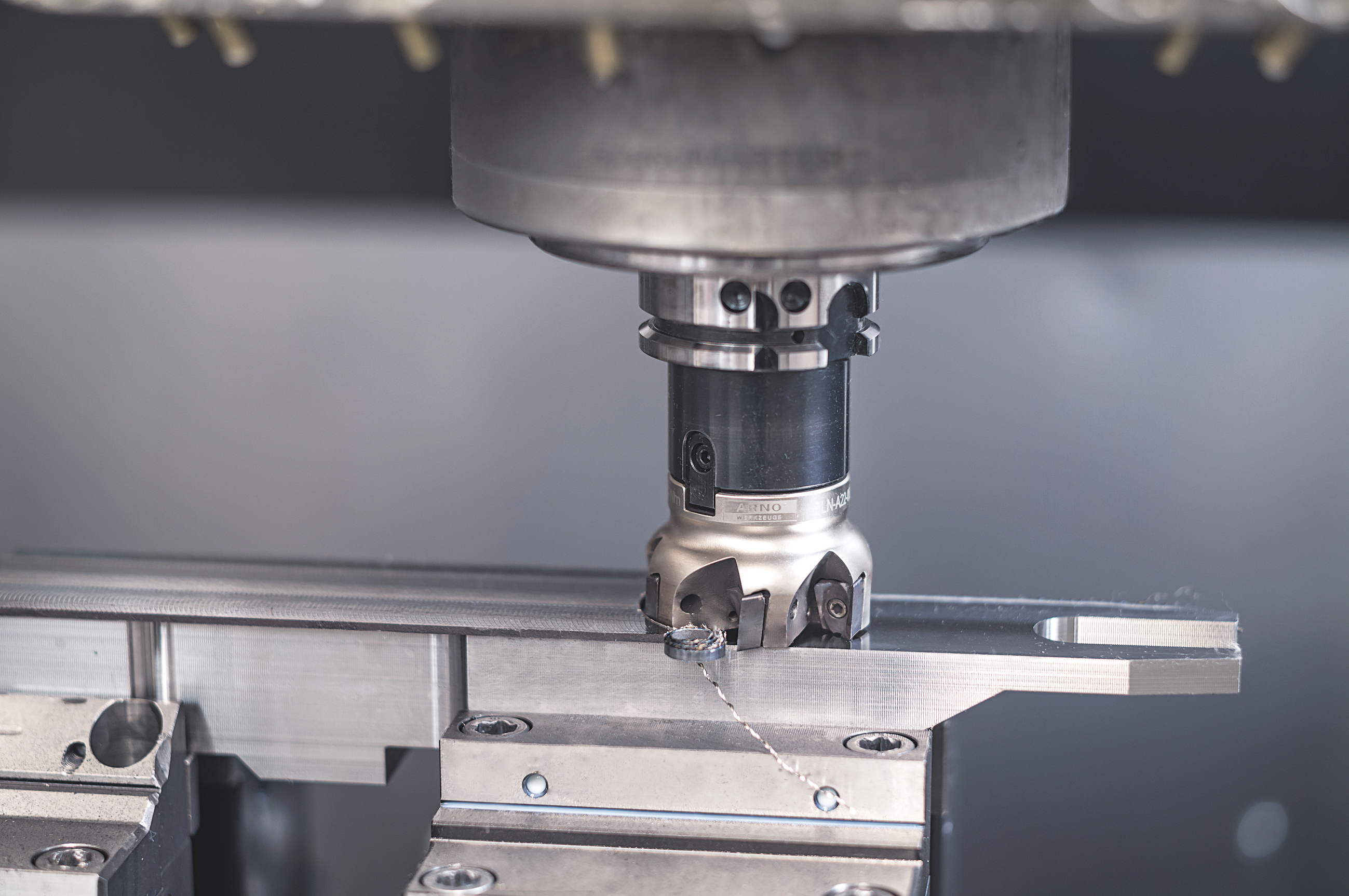
When the BLN corner milling system from ARNO Werkzeuge starts up with its solid tool holder, large indexable inserts and up to 12 mm infeed, there is no stopping it. ©Picture SUXES
“Frequent tool changes foul up any calculation”
The company employs a workforce of 40 employees and has 19 CNC machines that produce high-quality components “up to shoebox size” from all conceivable materials using creative metal-cutting processes. Batch sizes range mostly between one and 100 or small runs up to 2000 parts. Customers come from the motorsport, medical engineering, drilling platform and chip production industries. “Frequent tool changes foul up any calculation,” says Kevin Göhner, industrial mechanic and CNC milling machine operator at Otto Beckert Our aim is not to squeeze the last hours, minutes or metres of tool life out of a milling, turning or drilling tool. The essential thing, he finds, is universal tools that can be used for as many processes as possible and for a wide range of materials. Here is where Tobias Breitling from Arno Werkzeuge has the right cards up his sleeve with the right products – but that’s not all.
In addition to pretzels, which he likes to bring along to meetings, the technical consultant also comes with a wealth of application knowledge and universal products for efficient machining. One highlight is the patented DuoMill FD milling system. With only one basic body, the tools can be used for corner and high feed milling operations on steel, stainless steel and aluminium. “And you can even do this as from a corner radius of just 0.2 mm, which is virtually unrivalled,” assures Breitling. The fact that corner and high feed inserts are mounted in one insert seat is unique and therefore protected by patent. To machine non-ferrous metals, the indexable inserts are precision-ground and polished around their entire circumference. In addition, the nickel-plated long-life basic holders with four cutting edges per insert allow a high feed rate.
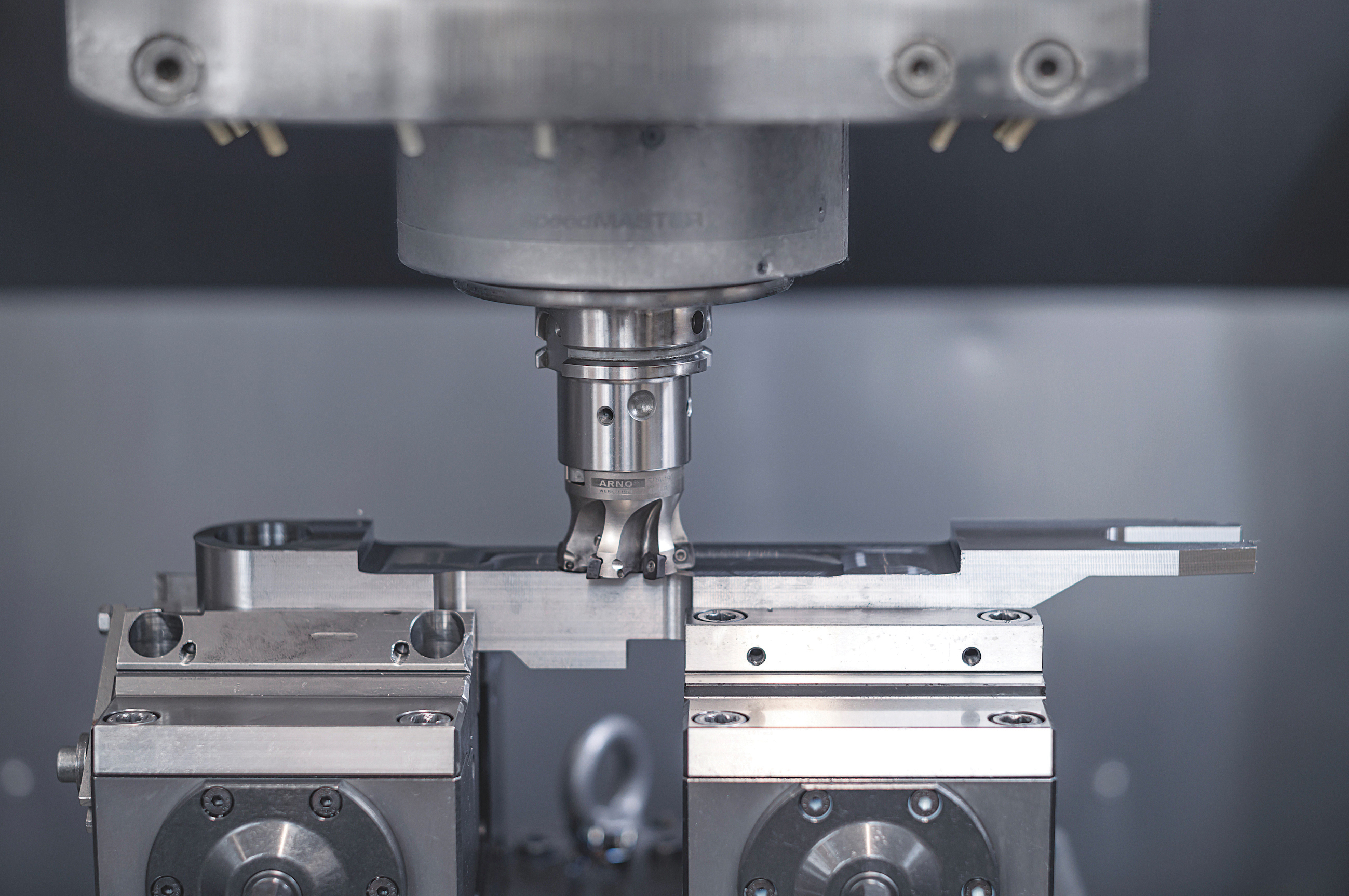
A main feature in production is the patented DuoMill milling system. With only one basic body, the tools can be used for corner and high feed milling operations on steel, stainless steel and aluminium starting at a corner radius of 0.2 mm. ©Picture SUXES
Efficient milling with unique patented tools
Universal tools with these features not only have a positive effect on tool change times but also on the cost of the tool holders. In fact, they simplify handling, storage and stocking. “The fact that two different types of indexable inserts can be mounted on the same tool holder provides our customers with enormous flexibility,” says Breitling. “And flexibility is our top priority,” adds Beckert. The product range includes screw-in and end milling cutters from 25 to 42 mm in diameter, as well as shell-type and end milling cutters with diameters of 40 to 160 mm. The high-precision ground indexable inserts with special geometries used at Otto Beckert ensure cost-effective and reliable milling operations.
The differential pitch of the tool holders significantly reduces vibrations during milling. Four efficient cutting edges at 90° angles ensure high efficiency in corner and high feed milling operations. “This is the real strength of the DuoMill and produces very smooth surfaces as a result,” says Göhner. Breitling explains that in some cases, it can even eliminate downstream work steps. “If you want to work both rapidly and at high precision, you should opt for our FD milling system,” says the experienced technical consultant.
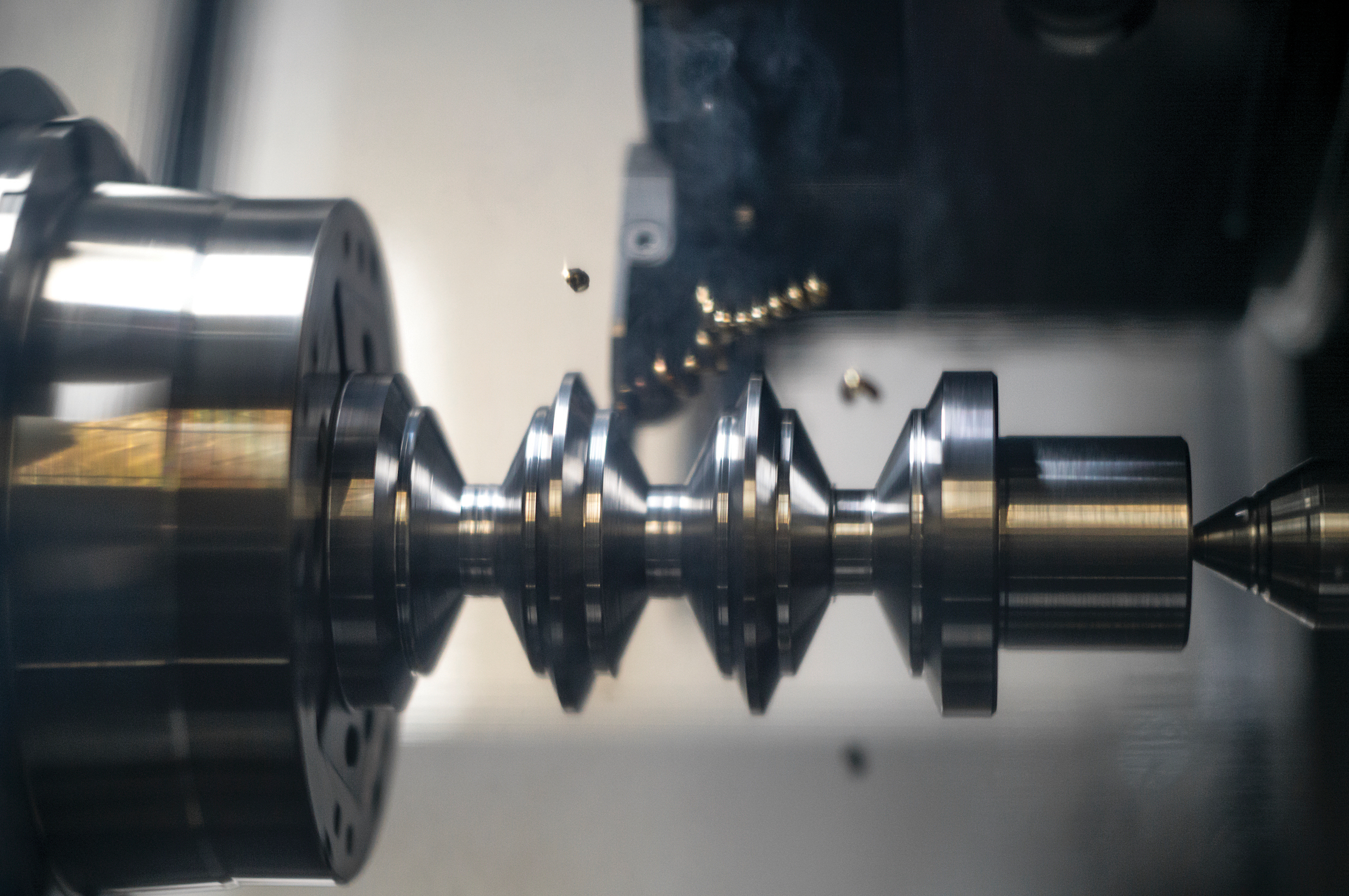
The two edged SA parting and grooving system with groove widths of 1.5-10 mm is suitable for parting off and grooving at cutting depths of up to 140 mm in diameter. ©Picture SUXES
Showing the workpiece more teeth
Milling, roughing and finishing at 90° requires a lot of material removal, so the Otto Beckert specialists switch to the all-round BLN corner milling system from Arno Werkzeuge. When a solid tool holder, large and stable indexable inserts and an infeed of up to 12 mm come into play, there is no stopping them. “The machine is more likely to fail than the tool,” surmises Breitling. The robust system helps them produce precise corners, perform roughing operations for all it’s worth and if required can even be used for reliable finishing.
Göhner also enjoys using the FT face milling systems 09 and 12 with the same enthusiasm. They consist of stable tool holders with more teeth and smaller indexable inserts to match. Here too, the tool holders have a differential pitch that also ensures a smooth milling process with less vibration. “We can run at significantly higher feed rates and achieve a higher metal removal rate, especially with small allowances,” says Göhner, adding that time and flexibility in milling operations are crucial factors for him. So it’s very convenient that there are two sizes of indexable inserts available, depending on the application.
“Despite the small diameter, we can place more teeth in the tool,” explains Breitling. Whereas previously there was only room to fit six indexable inserts, now up to nine can now be installed. This significantly reduces throughput times and costs. The indexable inserts also cut very softly and this reduces wear on the spindle and machine. So, when the FT face milling system is tooled with cutting edges and matching smaller indexable inserts, it covers a diameter range of 20 – 125 mm.
The SA parting-off tool from ARNO Werkzeuge, together with its many modules, holders and blades, is ideal for many applications at Otto Beckert. ©Picture SUXES
Parting off and grooving with a double-edged “sword”
In process optimiser Tobias Nagel’s opinion, the SA parting-off tools with flange-mounted holders that Breitling has in his bag are indispensable for lathes. He likes to use the two edged SA parting and grooving system with grooving widths of 1.5-10 mm for grooving and parting off at large grooving depths of up to 140 mm in diameter. “That’s important for us so that we don’t have to change so often,” explains Nagel. The parting-off tool, together with its many modules, holders and blades, is ideal for many applications at Otto Beckert. Nagel also appreciates the wide variety of matching flange-mounted holders for various machines.
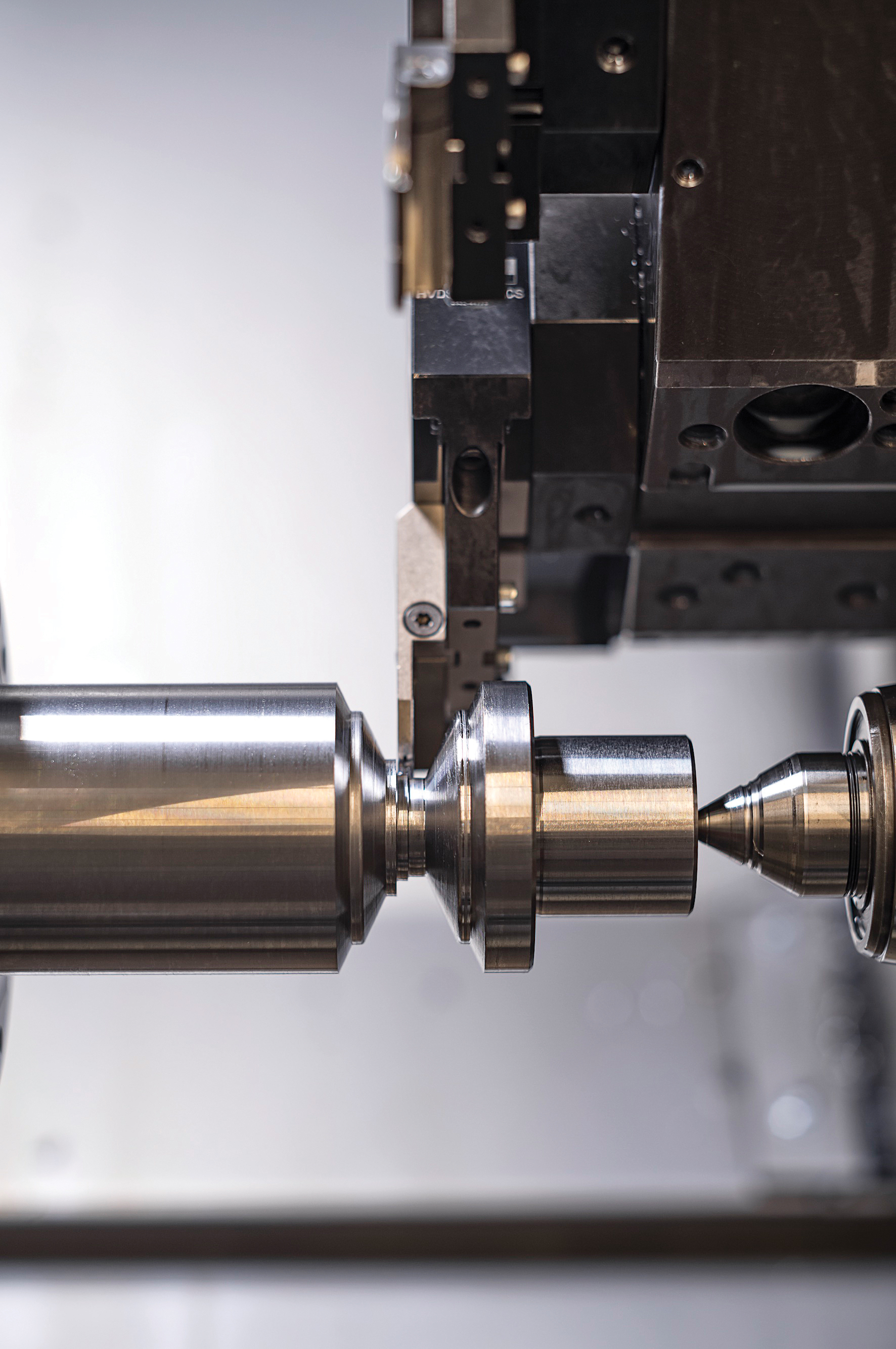
The patented ACS (Arno Cooling System), which the manufacturer developed specifically for parting off, is an extremely important factor for the turning expert. In the ACS 2 variant, the coolant channel at the insert seat is coupled with a second jet that sprays coolant from the bottom onto the tool flank. The coolant channel is a 3D printed variant and has a triangular optimised-flow shape which supplies coolant across the full width of the insert right through to the edge of the cutting edge. Nagel is therefore delighted with the tool life, which is up to three times longer.

The time savings for changing inserts are impressive: “It’s quick as a flash, whether it’s a replacement due to wear or a change to a different diameter.” ©Picture SUXES
Icing on the cake for drilling
The machining specialists in “K’furt” are also thrilled about significant savings when it comes to drilling. That’s because Breitling, the universal problem solver, brought with him the insert drilling system. These core drills are designed for stationary or rotary operations. Depending on the application, ten types of coated and uncoated inserts in four geometries can be attached to a range of twelve spiral or straight fluted tool holders. They are fastened with Torx® screws and can reliably transmit high torques.
They do not need the full diameter range from 14 to 32 mm by any means. “But they replace our solid tungsten carbide tools for diameters from 14 to 20 mm. That cuts our costs by a huge amount,” says Beckert happily. And Göhner is also delighted about the time saved to change the inserts: “It’s quick as a flash, whether it’s a replacement due to wear or if I want to change to a different diameter.”

Kevin Göhner from Otto Beckert (l.): “Frequent tool changes foul up any calculation.” In process optimiser Tobias Nagel’s opinion (2nd from l.), the SA parting-off tools with flange-mounted holders are indispensable on lathes. Tobias Breitling from Arno Werkzeuge (2nd from r.) scores a winner with matching universal cutting tools. “And flexibility is our top priority,” stresses Ralf Beckert (right). ©Picture SUXES
Saving time for new ideas in machining
The practical and innovative tools from Arno Werkzeuge combined with the creative machining solutions from Otto Beckert save time and money time and again. This gives us the peace of mind to think about new projects during meetings. The main thing is that this regional partnership is sealed with Swabian pretzels.
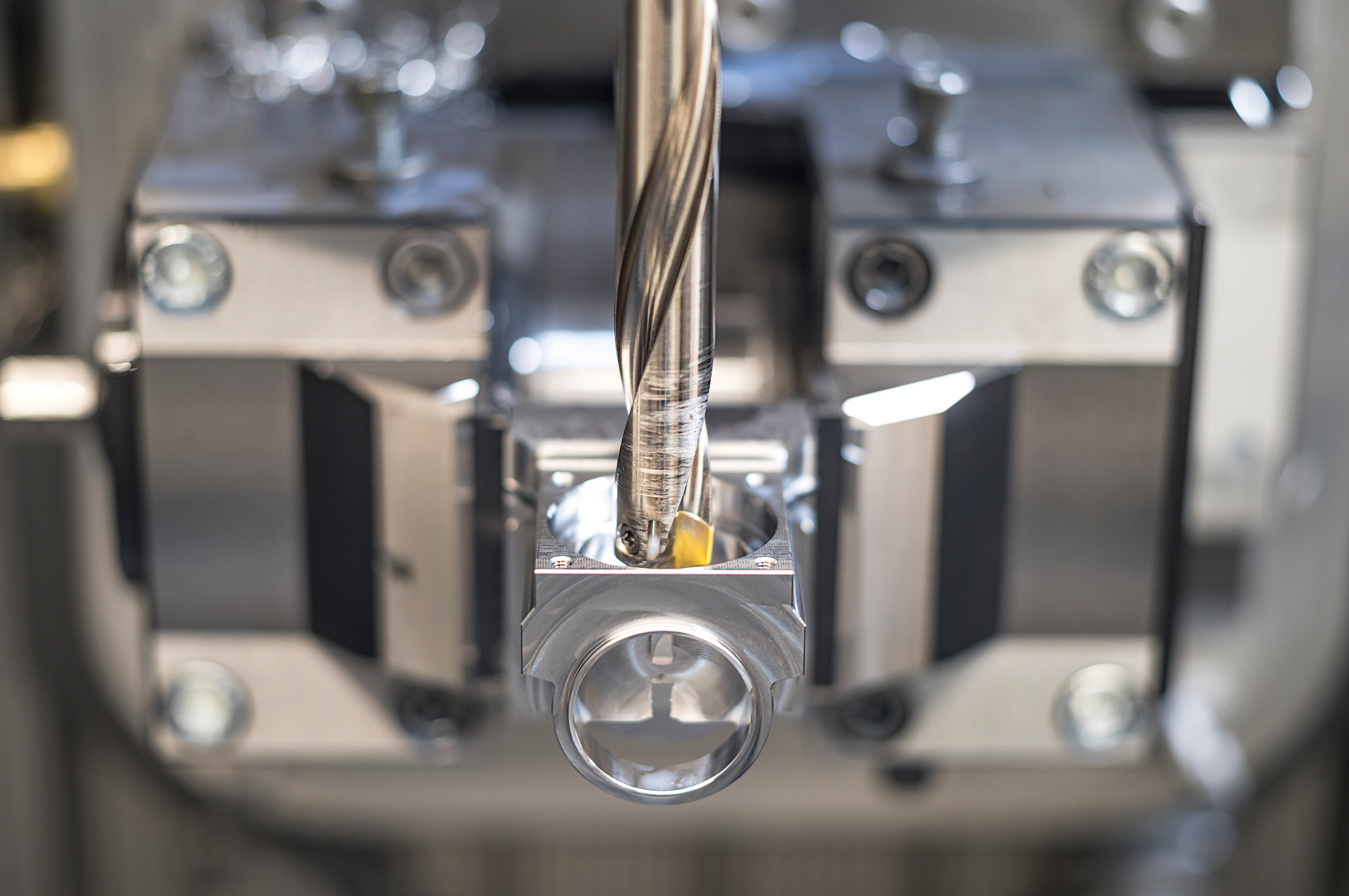
The insert drilling system from ARNO Werkzeuge used at Otto Beckert is a cost-saving problem solver. The core drills are designed for stationary or rotary operations. ©Picture SUXES


Über uns praxis-und-prudukte







Lesen Sie auch




