
Ein Blick hinter die Kulissen von „upGrade“ CT-GS20Y
Das Österreichische Forschungsunternehmen Materials Center Leoben Forschung GmbH will es wissen und untersucht dazu das Materialverhalten sowie das Gefüge der „upGrade“ Hartmetallsorte CT-GS20Y und der Premiumhartmetallsorte CTS20D von CERATIZIT im Detail.
Nachhaltigkeit ist für die CERATIZIT Group eine wichtige Thematik, die sie mit ihren „upGrade“-Sorten auch ihre Kunden weitergibt. Die Hartmetall Produktlinie von CERATIZIT zeichnet der gewissenhafte Energieeinsatz, die Ressourceneffizienz und sparsamer Verbrauch von Rohstoffen, Wiedergewinnung von Sekundärrohstoffe in Form von recycelten Zerspanungswerkzeugen aus Hartmetall aus, woraus eine drastische Reduzierung des CO2-Fußabdrucks resultiert. Die neue „upGrade“-Sorte CT-GS20Y ist wie die Premiumhartmetallsorte CTS20D ein 10 % Binder-Submikron-Hartmetall mit einer eingestellten Wolframkarbidkorngröße von 0,5 µm bis 0,8 µm. Genau diese Sorte wird bevorzugt für Bohr- und Fräswerkzeuge aus Vollhartmetall angewendet und deckt damit 70 % dieses Einsatzfeldes ab. Um den Qualitätsanforderungen zu genügen, unterzog CERATIZIT ihre neue Hartmetallsorte CT-GS20Y, die aus 99 % hochwertigen Sekundärrohstoffen besteht, eingehenden Zerspanungsversuchen. Dabei konnte gezeigt werden, dass die Hartmetallsorte CT-GS20Y, der etablierten Premiumhartmetallsorte CTS20D in Hinblick auf erzielbare Werkstückoberflächengüte und der Widerstandsfähigkeit gegen Werkzeugbruch um nichts nachsteht. Dennoch möchte CERATIZIT unter Beweis stellen, dass Sekundärrohstoffe in ihrem Produkt keinen Einfluss auf Verformungs- und Kriecheigenschaften unter extremen thermischen und mechanischen Lasten haben.
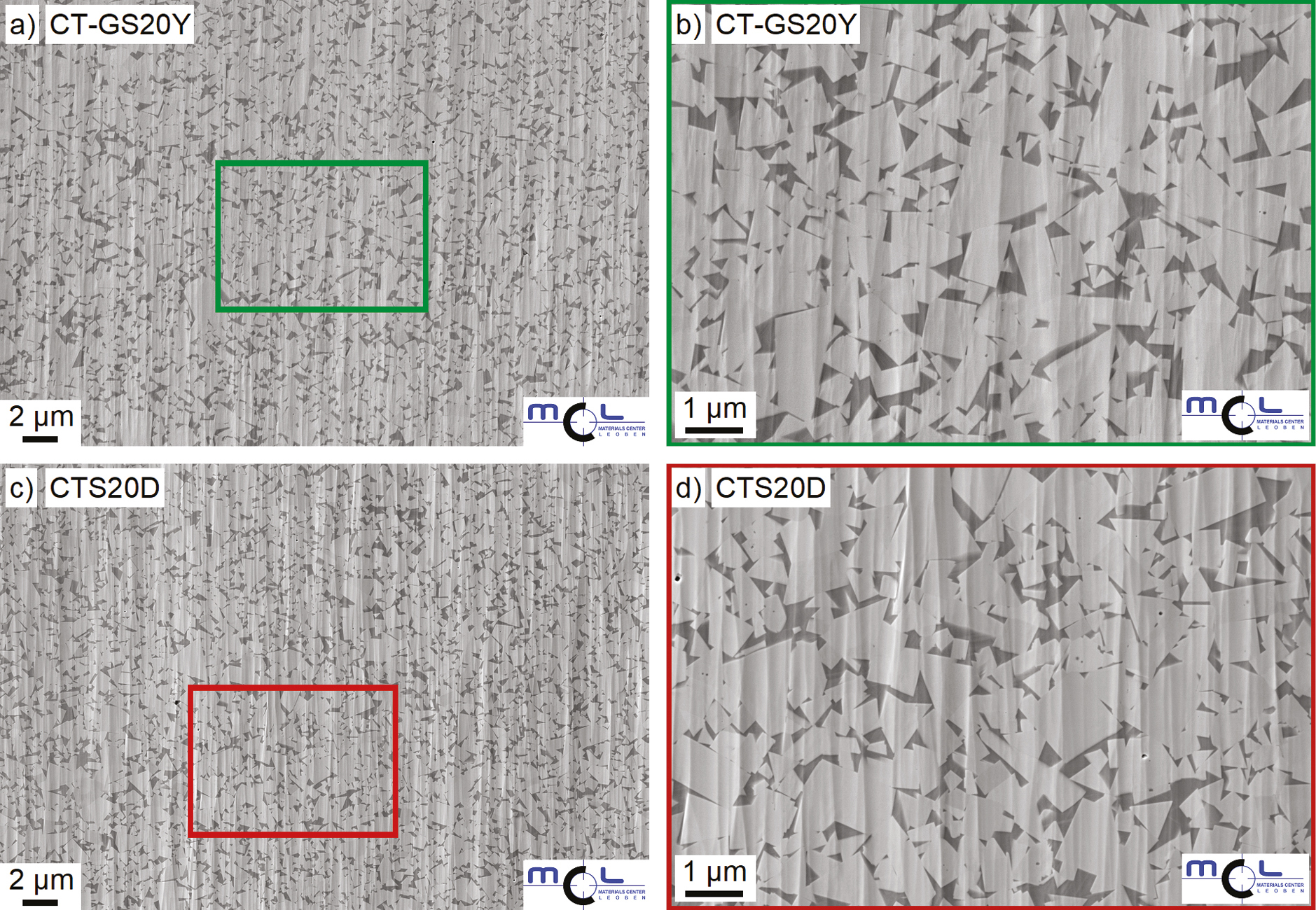
Im Zuge eines gemeinsamen Forschungsprojekts untersuchte das Forschungsunternehmen Materials Center Leoben Forschung GmbH (MCL), die mechanischen Eigenschaften, das Belastungs- und Schädigungsverhalten von den Hartmetallsorten CT-GS20Y und CTS20D. Um das Gefüge zu beurteilen, wurde am MCL hochauflösende Rasterelektronenmikroskopie (REM) eingesetzt. Das REM bildet die Probenoberfläche durch Abtasten mit einem gebündelten Elektronenstrahl ab. Dies ermöglichte die Verteilung der Wolframkarbide in der Kobaltmatrix zu untersuchen. Abbildung 1 zeigt die Gefügeaufnahmen von CT-GS20Y und CTS20D. Trotz eines hohen Sekundärrohstoffanteils in der Sorte CT-GS20Y, weisen beide Hartmetallsorten dieselbe Gefügestruktur auf. Zusätzlich wurde die Form der Wolframkarbide begutachtet, die keinerlei Unterschied zwischen den Hartmetallsorten erkennen ließ.

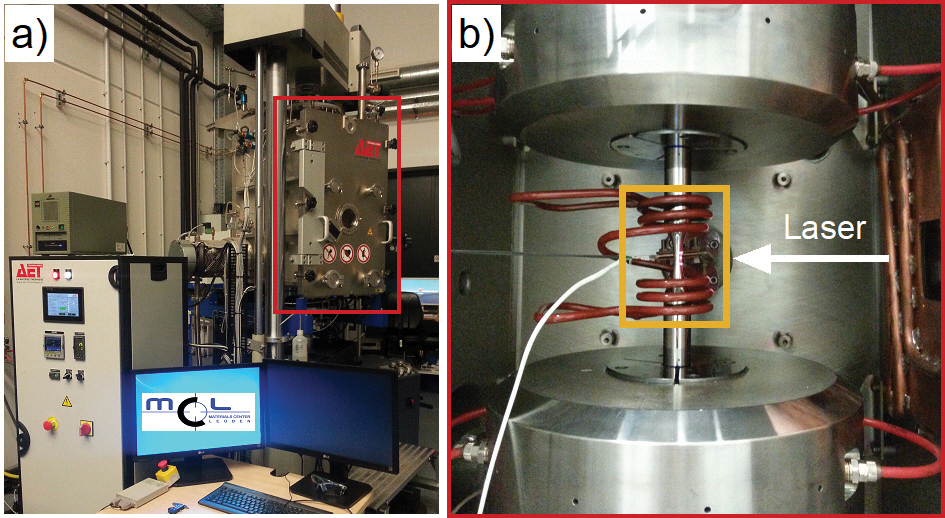
Abbildung 3: a) Servohydraulische Prüfmaschine mit Vakuumkammer am MCL. b) Einblick in die Vakuumkammer mit eingebauter Hartmetallprobe. c) Bei 800 °C glühende Probe. d) zeigt die Spannungs-Dehnungskurven von CTS20D und CT-GS20Y bei Raumtemperatur, 200 °C, 400 °C, 600 °C, 700 °C, 800 °C und 900 °C unter monoton steigender Druckbelastung.
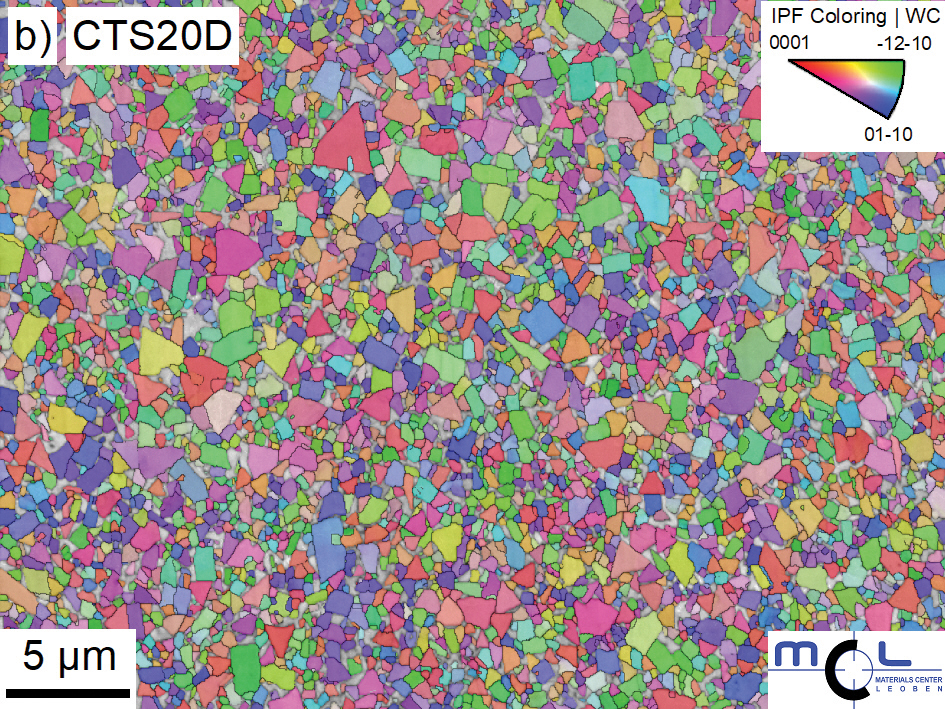
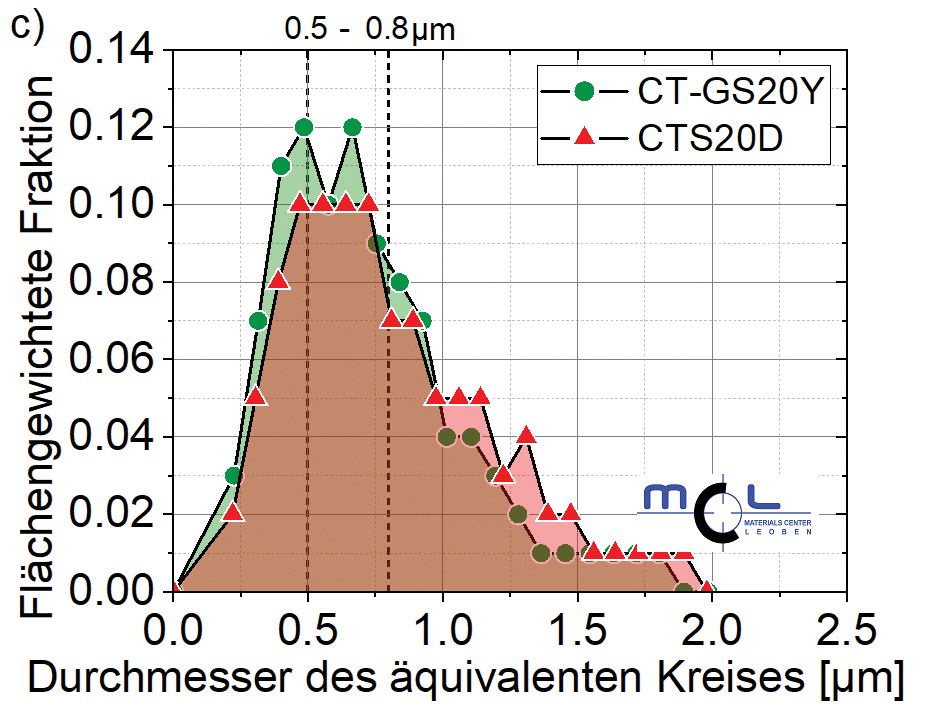
Zusätzlich wurden Elektronenrückstreubeugungsuntersuchungen (EBSD) durchgeführt, um kristallografische Information zu extrahieren: EBSD ermöglicht die Unterscheidung von kristallographischen Phasen und bspw. die Korngrößen, -orientierung und -grenzen zu charakterisieren. Abbildung 2a) und 2b) zeigen Kristallorientierungsbilder der Wolframkarbidkörner der „upGrade“-Sorte CT-GS20Y und der Premiumhartmetallsorte CTS20D. Die Wolframkarbid Korngrößenverteilung beider Hartmetallsorten auf Basis der EBSD Aufnahmen ist in Abbildung 2c) dargestellt. Die Karbidkorngrößenverteilung zeigt eine Streuung vom Nanometerbereich bis hinauf zu vereinzelten 2,0 µm großen Körnern. In beiden EBSD Aufnahme wurden ungefähr 5 000 Karbide erfasst, wobei der Großteil davon in der eingestellten Submikrongröße zwischen 0,5 µm und 0,8 µm vorliegen.
Während dem Einsatz bspw. als Werkzeugmaterialien in der Zerspannung sind Hartmetalle hohen Belastungen und Temperaturen ausgesetzt. Je nach bearbeitetem Material, verwendetem Fertigungsverfahren und angewandten Prozessparametern werden Temperaturen zwischen 600 °C und 1 000 °C erreicht. Um das Materialverhalten während der Zerspanung zu verstehen, wurden am MCL Experimente unter monoton steigender und zyklischer Beanspruchung, sowie Kriechversuche unter konstanter Last und erhöhter Temperatur durchgeführt. Um die Hartmetallsorten unter einachsiger Belastung sowie bei Temperaturen zwischen Raumtemperatur und 900 °C zu prüfen, kam eine servohydraulische Prüfmaschine mit Vakuumkammer zum Einsatz, Abbildung 3a). Längenänderung während dem Versuch wurden berührungslos mit einem hochpräzisen Laserextensometer gemessen, Abbildung 3b). Die Probe wurde dabei induktiv auf die gewünschte Temperatur gebracht und die Konstanz der Temperatur über die Messlänge wurde durch den Einsatz von Thermoelementen sichergestellt. Um ein Ausknicken unter Druckbelastung zu verhindern haben die Proben eine Sanduhr-Geometrie. Abbildung 3c) zeigt eine glühende Probe bei 800 °C. Die Spannungs-Dehnungskurven, aufgenommen unter monoton steigender Druckbelastung, zeigen, dass mit einem Temperaturanstieg von Raumtemperatur bis zu 900°C die Steifigkeit der beiden Hartmetallsorten signifikant abnimmt, siehe Abbildung 3d).
Im Weiteren ist ersichtlich, dass beide Sorten bei den jeweiligen Temperaturen ein ähnliches Verformungsverhalten aufweisen. Zyklische Versuche unter reiner Druck-, symmetrischer Zug- und Druckbeanspruchung sowie auch Kriechversuche zeigten dieselbe Tendenz zu gleichem Verformungsverhalten.
Das Forschungsunternehmen MCL konnte durch Untersuchungen der Gefügestruktur und des Verformungsverhaltens nachweisen, dass die „upGrade“-Sorte CT-GS20Y bei gleichen Beanspruchungen und unter erhöhten Temperaturen die gleichen Eigenschaften aufweist wie die Premiumhartmetallsorte CTS20D. Damit konnte bestätigt werden, dass die beiden Hartmetallsorten hinsichtlich dieser mechanischen Beanspruchungen gleichwertig sind und dass hochwertige Sekundärrohstoffe unter extremer mechanischer und thermischer Belastung keinen messbaren Einfluss auf die mechanischen und Kriecheigenschaften haben. Die Kunden von CERATIZIT profitieren dadurch von einer höheren Preisstabilität und Versorgungssicherheit, da für die Herstellung von CT-GS20Y zu 99 % hochwertige Sekundärrohstoffe verwendet werden, die zusätzlich Umwelt und unser Klima schonen.

Abbildung 2: Elektronenrückstreubeugung (EBSD) Abbildungen der „upGrade“-Sorte CT-GS20Y und der Premiumhartmetallsorte CTS20D, a) und b) zur Bestimmung der Kornorientierung in den Wolframkarbidkörner und c) der Karbidkorngrößen. Die farbliche Legende zeigt die Orientierung der Kristallite in Miller Indizes.

Über uns praxis-und-prudukte







Lesen Sie auch




