
Beratung, Werkzeuge und Toolmanagement von ARNO Werkzeuge optimieren die Fertigung wichtiger Bauteile bei Philips Medical Systems Röntgenstrahlen bändigen

Als Philips Medical Systems 2014 beschließt, die Fertigung zu optimieren, soll mehr Kompetenz in der Zerspanung für Teile der weltweit gefragten Röntgen- und CT-Geräte aufgebaut werden. Zum Glück kann ein Philips-Urgestein seinen Erfahrungsschatz einbringen. Und rund ums Drehen, Abstechen und Zerspanen helfen die Fertigungspartner von ARNO Werkzeuge mit Konzepten, Bearbeitungsvorschlägen samt geeigneten Werkzeugen und einem Toolmanagement-System. Denn das Material für die wichtigen Kathoden macht es den Werkern nicht leicht.
„Wir tragen eine große Verantwortung für die Qualität der Röntgen- und CT-Geräte, schließlich dürfen wir uns als die ‚Erben’ Conrad Röntgens fühlen“, erklärt Thomas Petschke, Manager Mechanical Service bei Philips Medical Systems Development and Manufacturing Centre (DMC) GmbH. Allein die Adresse in Hamburg-Fuhlsbüttel verpflichtet: Röntgenstraße 24. Ganz in der Nähe, in Hamburg – St. Georg, hat 1886 Carl Heinrich Florenz Müller – genannt „Röntgenmüller“ die erste Röntgenröhre für medizinische Zwecke nach der Erfindung von Conrad Wilhelm Röntgen gebaut. Bereits 1927 hat Philips das Werk übernommen, an diese namentlich passende Stelle umgesiedelt und bis heute weiterentwickelt.
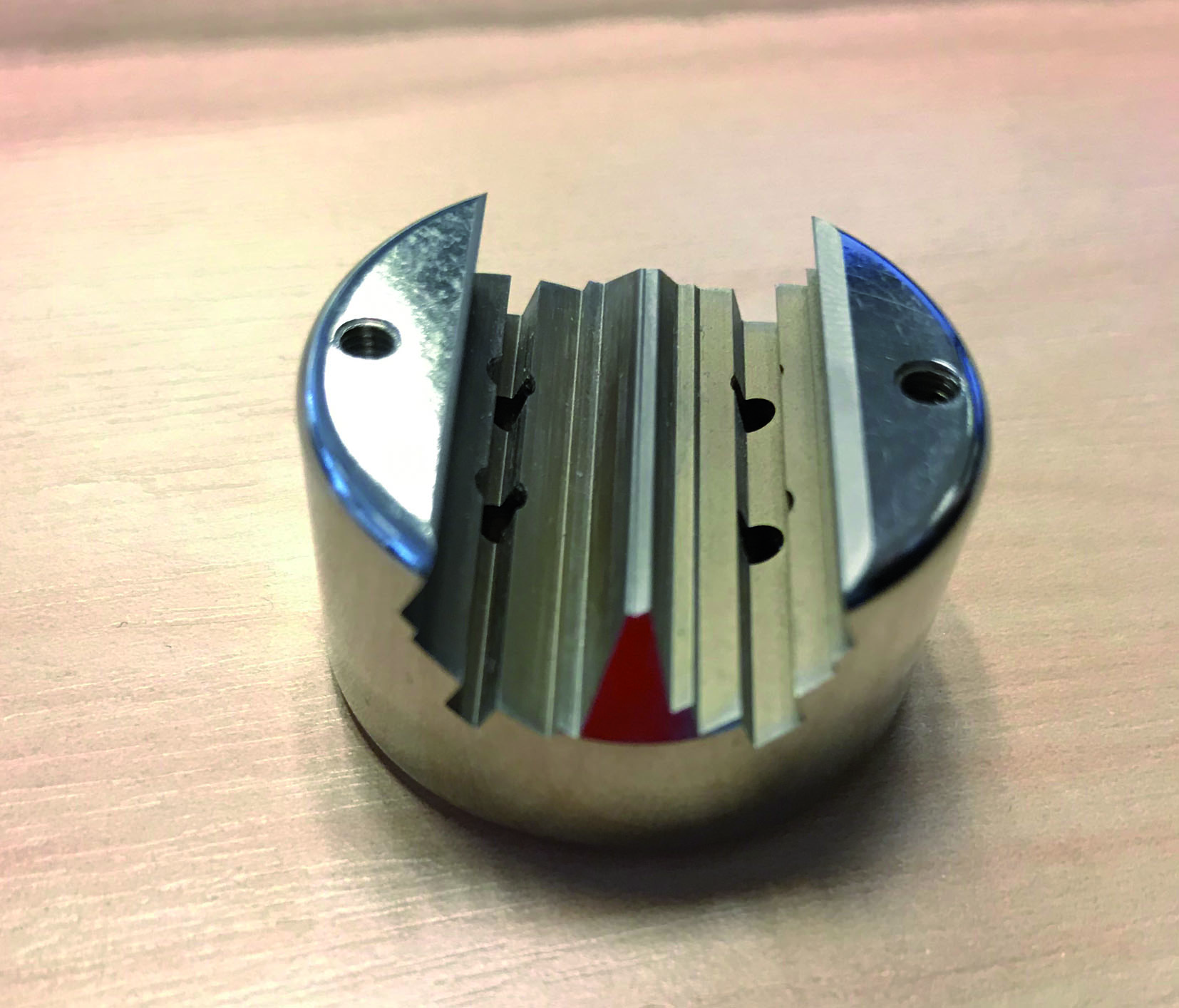
Wichtigstes Teil der Röntgengeräte ist die Kathode mit dem Kathodenkopf. ARNO Werkzeuge liefert mehr als nur Zerspanungswerkzeuge. Für die Bearbeitung der Werkstoffs Alloy 42, einer Eisen-Nickel-Legierung (Ni42/1.3917) gibt es ausführliche und differenzierte Bearbeitungspläne. ©Bildquelle: ARNO
Schwer zerspanbarer Werkstoff für anspruchsvolle Aufgaben
Vielleicht war es auch die Verantwortung gegenüber dieser Vergangenheit, wie Petschke meint: „Wir wollten die Wertschöpfung der wichtigen Teile für die Röntgengeräte verbessern und damit mehr Kontrolle über Qualität, Termin und Kosten haben.“ Dazu gehört als wichtigstes Teil der Röntgengeräte auch die Kathode. Denn sie emittiert Elektronen, die im elektrischen Feld der angelegten Hochspannung in Richtung Anode beschleunigt werden. Bei Philips besteht sie aus Alloy 42, einer Eisen-Nickel-Legierung (Ni42/1.3917).
„Muss das sein!“, werden Kenner jetzt gleich rufen. Denn Nickel-Basis-Legierungen mit geringer Wärmeausdehnung gehören zu den schwer zerspanbaren Werkstoffen für anspruchsvolle Herausforderungen und bedürfen besonderer Erfahrung. Dass es diese Legierung sein muss, begründet Petschke mit der hohen Wärmebelastung. Bis zu 150.000 Volt Spannung erzeugen in der Kathode rund 1200°C und beschleunigen Elektronen, die beim Auftreffen auf der Anode die Röntgenstrahlung (Bremsstrahlung) entstehen lassen. Der Wirkungsgrad liegt lediglich bei etwa ein Prozent! Der Rest ist Wärme. Deshalb ist ein thermostabiles Material zwingend.
Menschen, Meister und Maschinen
„Wir brauchten Menschen, Meister und Maschinen“, erinnert sich Petschke. Was die Bearbeitung des Kathodenkopfes betrifft, kann er schnell „einen Haken dranmachen“. Denn mit Jan Weidel von ARNO Werkzeuge steht von Anfang an ein Werkzeugexperte an seiner Seite, der mehr liefert als nur Zerspanungswerkzeuge. Er unterstützt Petschke bei der Inbetriebnahme der neuen Index C200 mit drei Revolvern bis zur Abnahme der ersten Serienteile.
„Mit Hilfe unserer Anwendungstechniker haben wir gemeinsam konkrete Pläne für die Bearbeitung des Kathodenkopfes ausgearbeitet“, berichtet Weidel. Die umfasst neben den Prozessschritten Fräsen, Drehen und Bohren ebenso Gewindedrehen, Senken, Stechen und Entgraten. Ausgearbeitete Tabellen listen detailliert alle Parameter der Bearbeitung auf. Dazu gehören Schnitttiefe und -geschwindigkeit, Durchmesser, Drehzahl, Vorschubweg und -geschwindigkeit pro Umdrehung und pro Minute sowie Vorschubzeit und Gesamtzeit.
Gemeinsam haben wir konkrete Pläne für die Bearbeitung des Kathodenkopfes ausgearbeitet“, berichtet Jan Weidel von ARNO (re.). „Der Schneidenverbrauch ist sehr stark gesunken“, bestätigt Thomas Petschke, Philips (mi.). „Zu den Bearbeitungsplänen erhält Philips von uns auch die passenden Werkzeuge.“ Klaus-Dieter Krüger, ARNO (li.). ©Bildquelle: ARNO
Bearbeitungspläne erleichtern Arbeit und Kalkulation
Lediglich 32 Millimeter Durchmesser und 19 Millimeter Höhe weist beispielsweise eine Variante des Kathodenkopfes auf. Dennoch ist er das zentrale Bauteil. Die Aufgabenstellung von Philips ist folglich klar: Neben Prozesssicherheit und Wiederholgenauigkeit muss auch eine hohe Oberflächengüte erreicht werden. Für die Werkzeuge sind eine hohe Wechselgenauigkeit und eine lange Standzeit gefordert. „Uns war schon klar, dass das alles zusammen mit einer Spankontrolle und der Wärmeabführung im Bereich der Bearbeitung von Ni42/1.3917 nicht gerade ein Kinderspiel ist“, gibt Petschke zu bedenken und lobt im gleichen Atemzug: „Aber die Arno-Experten haben das super gelöst.“
Bei Werkzeugen sind die Schwaben als Hersteller natürlich im Thema. Bezug zur Praxis mit entsprechenden Empfehlungen zum passenden Werkzeug und der Bearbeitung kommt durch die vielen Fachberater vor Ort, die bei ihren Kunden stets nah an den Prozessen sind. Aus diesem Wissen können alle Mitarbeiter schöpfen.
Arno Werkzeuge hat einen großen Wissenspool aufgebaut
„Zu den Bearbeitungsplänen erhält Philips von uns auch die passenden Werkzeuge,“ sagt Klaus-Dieter Krüger, Verkaufsleitung ARNO Werkzeuge. Fürs Drehen sind das unter anderem hochpositive Wendeschneidplatten der ASF-Geometrie mit geschwungenen Schneiden, scharfen Schneidkanten und hoher Kantenstabilität. Sie sind bestens geeignet für solche zähen Werkstoffe, denn sie sind temperaturresistent und brechen den Span kontrolliert. Fürs Abstechen kommen sehr schlanke Abstechmodule mit dem patentierten ARNO Cooling System® (ACS) zum Einsatz. Dabei schafft es das ACS2, den Kühlschmierstoff gezielt und fein dosiert, über zwei Kanäle direkt an die Schneide zu bringen. Einer führt durch den Plattensitz, der zweite Kanal führt Kühlmittel von unten direkt an die Freiflächen und endet in einer dreieckigen Form. Diese optimale Formgebung ist nur durch das neu eingesetzte additive Fertigungsverfahren möglich geworden. So gelangt das Kühlmittel über die volle Breite der Stechplatte bis zum äußersten Rand der Schneide. „Mehr geht nicht. Der Plattendurchsatz ist für das, was das Abstechsystem bei diesem Material leistet, extrem gut“, versichert Jan Weidel. „Der Schneidenverbrauch ist sehr stark gesunken“, bestätigt Petschke.
Des Weiteren kommen Werkzeuge fürs Fräsen, Bohren und Gewindedrehen zum Einsatz, um in sechs bis zehn Minuten einen von mehreren Varianten der Kathodenköpfe zu bearbeiten. Auch mit den passenden Bohrwerkzeugen hat Arno Werkzeuge gepunktet. Die Bohroperationen mit engen Toleranzen bei Form und Lage zu den Planflächen sind extrem anspruchsvoll. „Hier hatten wir früher häufig Werkzeugbruch“, erzählt Petschke. Das war nicht akzeptabel, denn um die insgesamt etwa 14.000 Kathodenköpfe pro Jahr fertigen zu können ist mannarme Bearbeitung notwendig. Ein spät entdeckter Werkzeugbruch hat da fatale Folgen mit hohen Kosten.
Gute Werkzeuge sollen auch gut verwaltet werden
Weil die Zusammenarbeit so gut funktionierte, durfte Arno Werkzeuge 2019 auch sein Werkzeugverwaltungssystem Storemanager vorstellen. „Unser Paternoster war in die Jahre gekommen und störanfällig. Außerdem hat er viel zu viel Platz benötigt, war starr und unflexibel“, sagt Petschke. Heute werden die Werkzeuge über ein Storemanager Pro Master und zwei Start Plus Module von Arno Werkzeuge verwaltet und ausgegeben. Was früher umständlich gezählt und in der Access-Datenbank eingetragen werden musste, wird heute von der Software rund um die Uhr vollständig und lückenlos erfasst und verwaltet. „Der Storemanager findet das passende Werkzeug zum Auftrag stets zuverlässig. Dafür sorgen der unbestechliche Scanner und das Programm, das niemals daneben greift,“ versichert Krüger. Dass die zu Auftrag und Bearbeitungsprozess passenden Werkzeuge wie Schneidplatten, Abstechstähle oder Bohrsysteme hinterlegt sind, ist ein Ergebnis der intensiven Zusammenarbeit zwischen Philips und ARNO Werkzeuge.
Werkzeugentnahme und -rückgabe rund um die Uhr
Die Werker entnehmen dem Toolmanagementsystem nun zielgerichtet und schnell die für den Prozess definierten und zur Entnahme freigegebenen, fertig voreingestellten Werkzeuge. Ebenso Schneidplatten, Fräs- und Bohrsysteme – „und bringen sie dorthin auch wieder zurück“, wie Petschke betont. Fehlbestände gibt es praktisch nicht mehr, denn jedes Werkzeug ist eindeutig dem zugeordnet, der es für seinen Auftrag geordert hat. „Diese Rückverfolgbarkeit schafft Verbindlichkeiten, die das Verantwortungsbewusstsein der Werker für das entnommene Teil stärkt“, berichtet Jan Leenes, bei Arno Werkzeuge im Norden für die Storemanager zuständig.
Das Karussellsystem des Storemanager Pro enthält je nach Konfiguration der 1er-, 2er, 3er- oder 4er-Fächer bis zu 2160 Plätze für die kontrollierte Einzelentnahme mit Rücklagermöglichkeit. Die Software verwaltet dabei das Entnehmen und Zurückbringen effizient, zuverlässig und reibungslos und kümmert sich auch um den Bestand. Und sie bestellt automatisch nach.
Kleine Aufstellfläche schafft Platz für mehr Produktivität
Dass Thomas Petschke „ohne dieses System nicht mehr leben will“, ist auch das Ergebnis der Überzeugungsarbeit von Leenes. Denn der Einkauf favorisierte zunächst ein anderes System. „Wir haben eine kleine Chance genutzt und durch die kostenfreie Probestellung eines Schrankes weitere Vorteile wie kleine Aufstellfläche, Zeitersparnis und intuitive Bedienung demonstriert“, so Leenes. Dem konnte sich schließlich keiner verwehren. Und so stehen nun auf dem frei gewordenen Platz zwei neue, automatisierte und hochproduktive Schleifmaschinen. Die optimieren die Fertigung bei Philips Medical Systems weiter – aber das ist eine andere Geschichte.

Jan Leenes, ARNO Werkzeuge (3. v.li.): „Wir haben durch die kostenfreie Probestellung eines Schrankes Vorteile wie kleine Aufstellfläche, Zeitersparnis und intuitive Bedienung demonstriert.“ Thomas Petschke, Philips (2. v. re): „Ich möchte ohne dieses System ‚nicht mehr leben’.“
v.li.) Klaus-Dieter Krüger, ARNO, N.N., Jan Leenes, ARNO, Thomas Petschke, Philips, Jan Weidel, Technischer Berater ARNO. ©Bildquelle: ARNO

Über uns praxis-und-prudukte







Lesen Sie auch




