

Drehen auf dem BAZ
Weder auf ein Sonderwerkzeug noch auf eine Drehmaschine setzt Karl Walter Formen- und Kokillenbau, um bei einem Gleitlagergehäuse einen Einstich einzubringen. Stattdessen entschied sich das Unternehmen für eine ungewöhnlichere Methode: Das Interpolationsdrehen auf einer automatisierten Hermle C 32 U mit einer modularen ISOTURN-Bohrstange von ISCAR. So senkt der Fertiger Prozesszeit und Kosten und arbeitet zudem nachhaltiger und flexibler.
Kokillen und Werkzeuge für den Niederdruck- und Schwerkraftguss sind das Kerngeschäft von Karl Walter Formen- und Kokillenbau in Göppingen. Doch das ist längst nicht alles: Das Unternehmen ist zudem ein gefragter Lohnfertiger und – sozusagen als Kirsche auf der Torte – hat gemeinsam mit einigen Partner ein geländegängiges Expeditionsfahrzeug entwickelt. Die 30 Mitarbeiter verarbeiten hauptsächlich vergüteten Werkzeugstahl, aber auch „alles was so kommt wie Bau- und Edelstahl, Aluminium und ab und zu auch mal Kunststoff“, erklärt Geschäftsführer Jens Buchert. „Unsere Kunden erwarten von uns schnelle und günstige Arbeit. Eine sehr hohe Qualität der Teile versteht sich dabei von selbst.“ Das Unternehmen beliefert hauptsächlich inländische Kunden aus dem Automotive-Sektor, dem allgemeinen Maschinenbau und verschiedenen anderen Branchen.
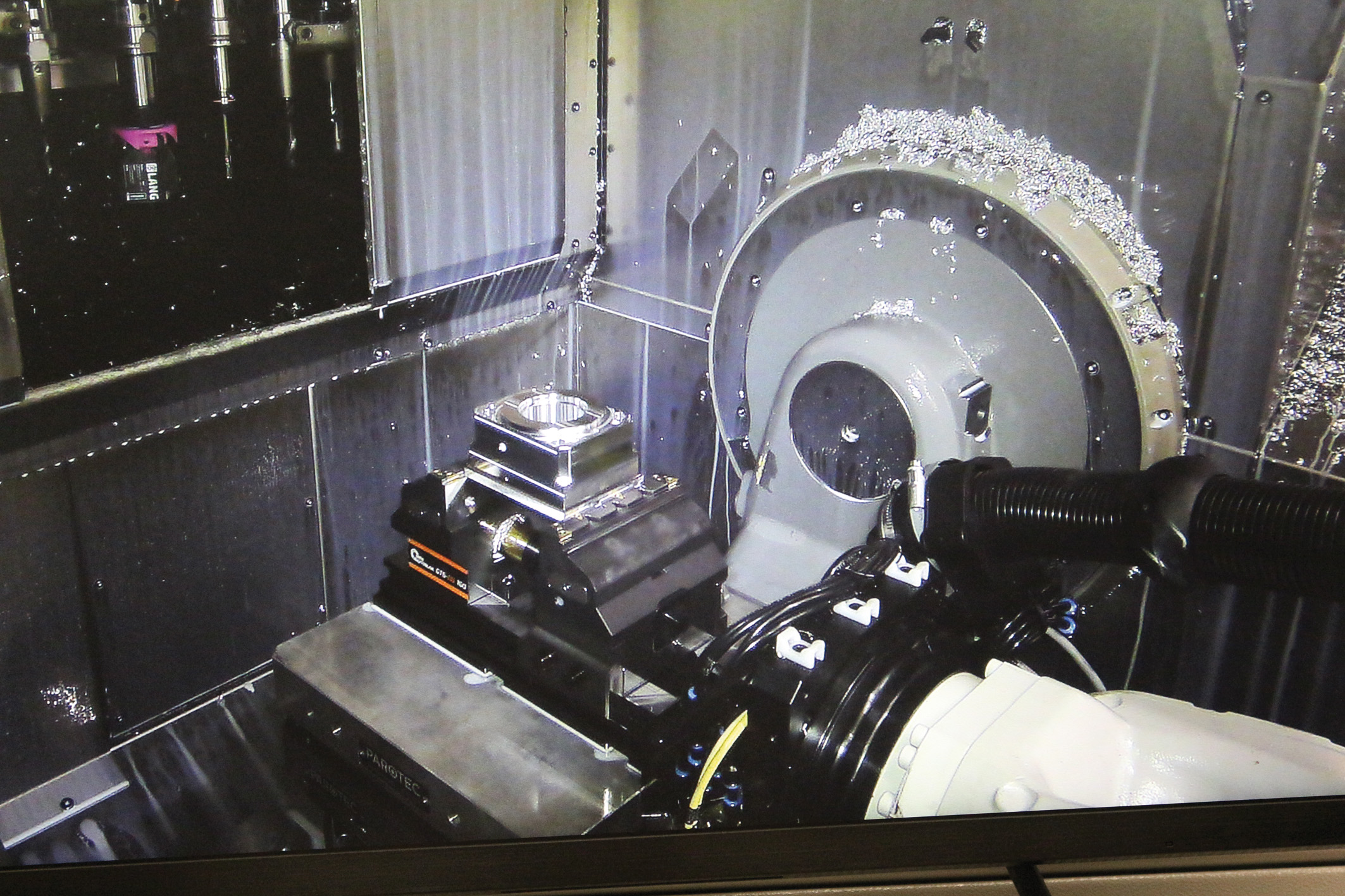
Der Roboter lädt das stabil gespannte Werkstück ins Bearbeitungszentrum.
Chance für ein neues Verfahren
Der Mangel an Fachkräften hat dazu geführt, dass Walter Formen- und Kokillenbau seine Automatisierung in den vergangenen Jahren stark ausgebaut hat. Neuester Zugang: Ein Hermle C-32-U-Bearbeitungszentrum (BAZ), das ein RS-2-Roboter be- und entlädt. „Neue Fachkräfte kriege ich aktuell fast nur von Fanuc und Co.“, sagt Buchert. „Wir müssen unsere Branche unbedingt wieder sexy für junge Leute machen, damit sie sich für eine Ausbildung entscheiden.“ Deshalb hat er einen Youtube-Kanal und Kooperationen mit anderen Unternehmen in der Pipeline. „Die Jungs und Mädels kriegt man nicht mit Flyern, Jobmessen und Hallen voller grüner Maschinen“, ist er überzeugt. „Wir erreichen sie nur im Netz, mit modernen Anlagen, coolen Lösungen und spannenden Aufgaben.“
Dazu gehört auch ein Gleitlagergehäuse für einen Maschinenbaukunden. „Im Moment ist das noch ein Vorserienprodukt. Bekommen wir den Zuschlag, werden wir pro Jahr rund 400 Stück davon produzieren“, sagt Buchert. Walter kauft die Komponente aus der festen und zähen Aluminiumlegierung 7075, vorgesägt mit zwei Millimetern Aufmaß. Der Lohnfertiger muss hier unter anderem auch einen 2,5 Millimeter breiten und 0,3 Millimeter tiefen DIN-Außeneinstich einbringen, der später eine Dichtung aufnimmt. Da das Gehäuse auf der C 32 U gefräst wird, lag die Idee nahe, auch den Einstich auf dem BAZ einzubringen.
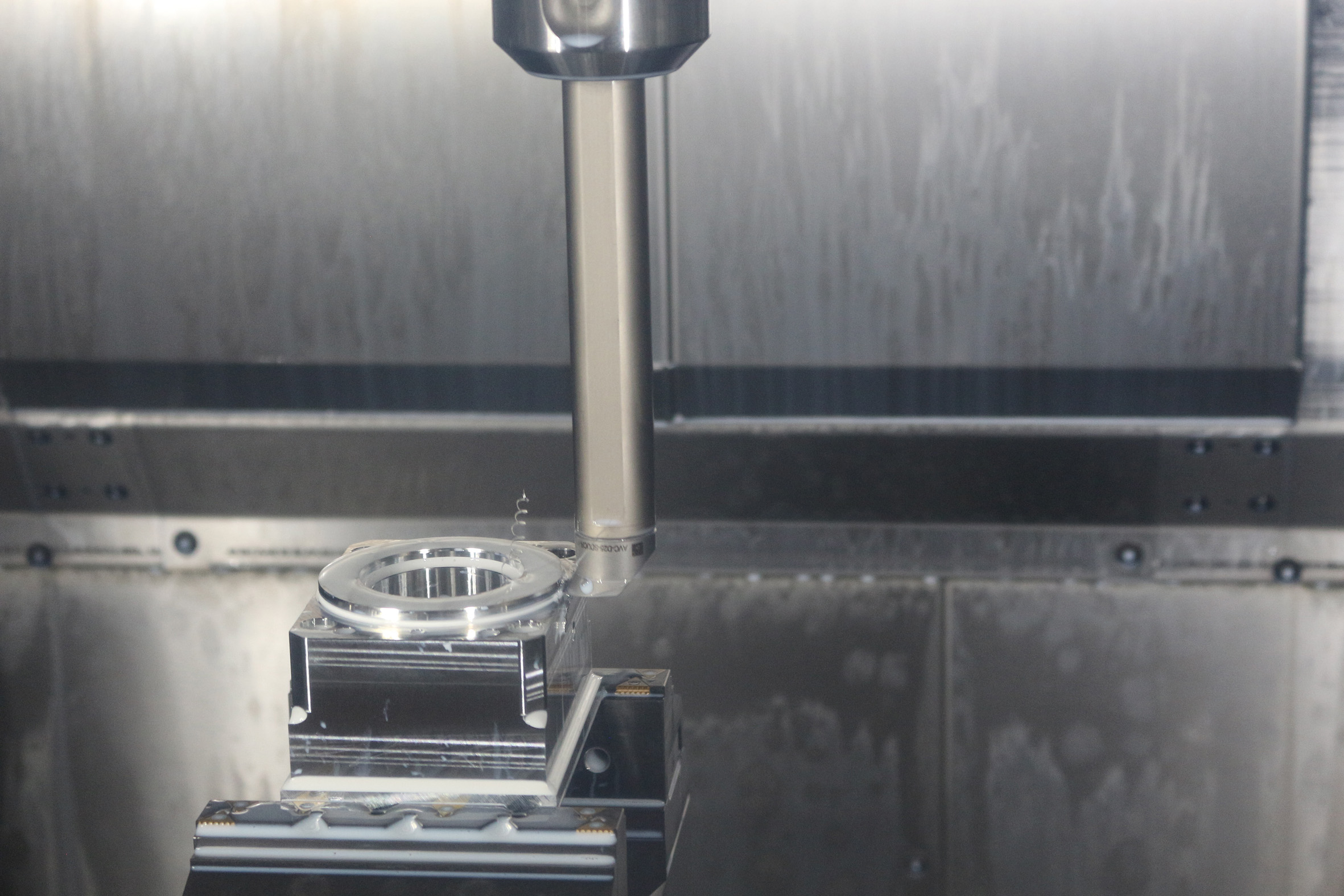
„Vor einiger Zeit hatte ich vom Interpolationsdrehen gehört, mich darüber schlau gemacht und die Vorteile erkannt“, erzählt Buchert. Bei diesem Verfahren richtet die Spindel des Bearbeitungszentrums das eingesetzte Werkzeug stets auf einen fiktiven Mittelpunkt aus, um den es sich bewegt. Der Anwender kann dann auf der Anlage einen Drehprozess fahren und muss das Werkstück dafür nicht auf eine Drehbank umspannen. „Bei diesem Projekt sah ich die Chance, dieses neue Verfahren auszuprobieren.“
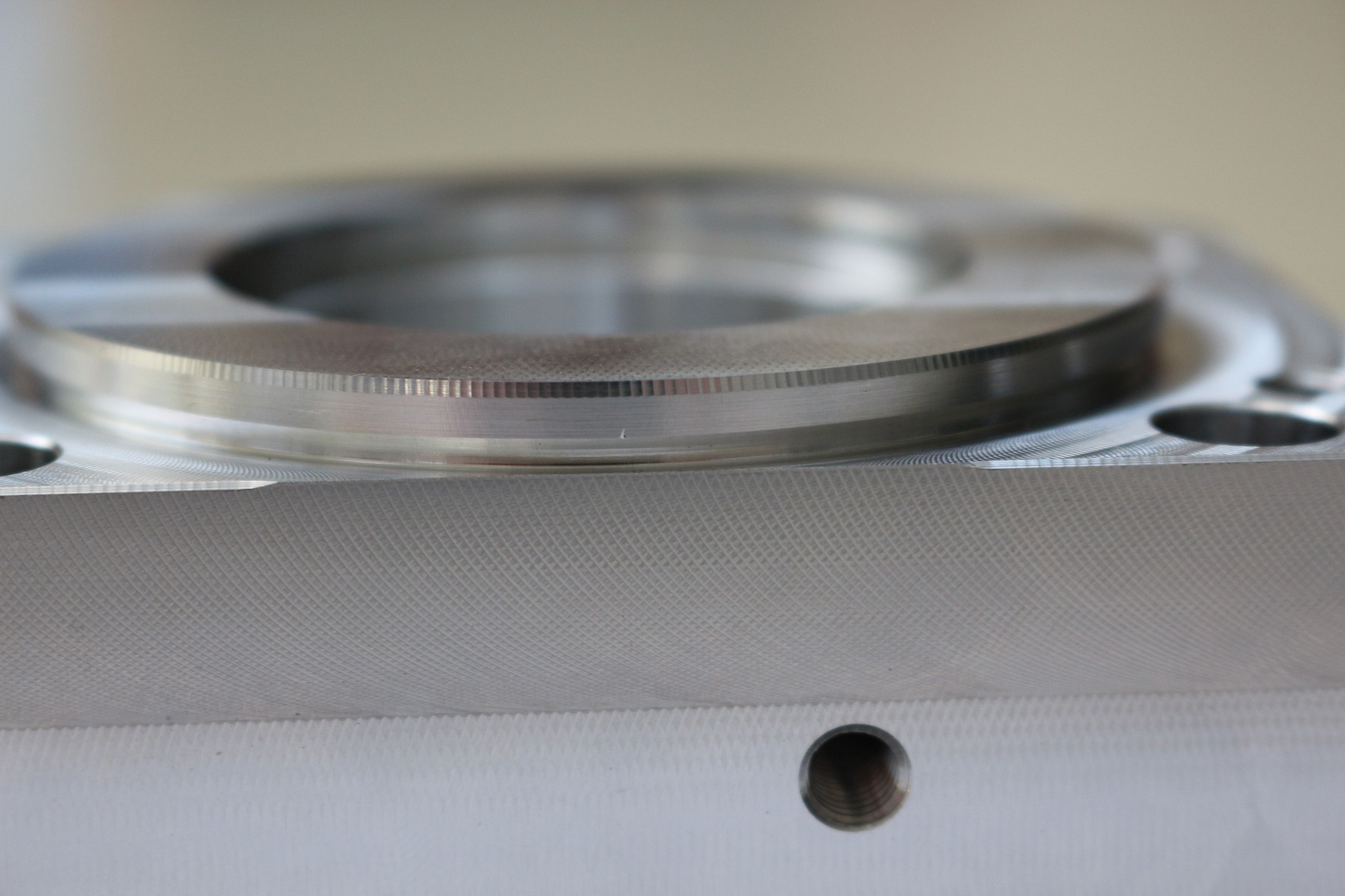
Der DIN-Außeneinstich am Gleitlagergehäuse nimmt später eine Dichtung auf.
Mit diesem Setting im Kopf wandte er sich an sein ISCAR-Team. Florian Schöffler, Beratung und Verkauf, und Martin Staudacher, technische Beratung und Vertrieb, ließen sich die Sache schildern. „Für uns klang der Plan ziemlich spannend“, sagt Schöffler. „Prinzipiell wäre der Einstich auf einer Drehmaschine möglich gewesen, doch das Umspannen hätte Zeit gekostet und zusätzliche Ressourcen gebunden. Auch das Fertigfräsen auf dem Bearbeitungszentrum wäre eine Option gewesen. Das hätte aber den Einsatz eines teuren und unflexiblen Sonderwerkzeugs vorausgesetzt.“ Gemeinsam knobelte das ISCAR-Team an der Aufgabe und hatten schnelle das passende Werkzeug parat: Eine ISOTURN-Bohrstange, bestückt mit einer ISOTURN-Wendeschneidplatte (WSP), um Stahl und Aluminium zu bearbeiten.

Das ISCAR-Team, Florian Schöffler, Beratung und Verkauf, und Martin Staudacher, technische Beratung und Vertrieb, nimmt die eingesetzte ISOTURN-Wendeschneidplatte unter die Lupe.
Modulares Wechselkopfsystem
Die ISOTURN-Bohrstangen von ISCAR sind als Stahl-, Vollhartmetall (VHM)- und Anti-Vibrationsschaft in Auskraglängen bis 10xD erhältlich. Abhängig von der Anwendung lassen sie sich mit einem der sechs unterschiedlichen Adapterköpfe bestücken. „Für besondere Stabilität sorgt die AVC-Schnittstelle, die Schaft und Adapterkopf dank ihres Rillenprofils sicher verbindet“, erklärt Staudacher. „Mit diesem modularen System ist der Anwender hochflexibel und kann schnell und einfach auf Veränderungen reagieren. Deshalb haben wir es vorgeschlagen.“
Bei Karl Walter Formen- und Kokillenbau kommt ein VHM-Schaft mit einem Durchmesser von 25 Millimetern, einer Auskraglänge von 7xD und DCGT-Adapterkopf zum Einsatz. „Die verwendete ISOTURN-WSP DCGT 11T304-AF IC20 ist für die Bearbeitung von Aluminium optimiert“, sagt Staudacher. „Der hochpositive Spanwinkel ermöglicht einen weichen Schnitt, ihre Geometrie und der AF-Spanformer eine gute Spanabfuhr.“
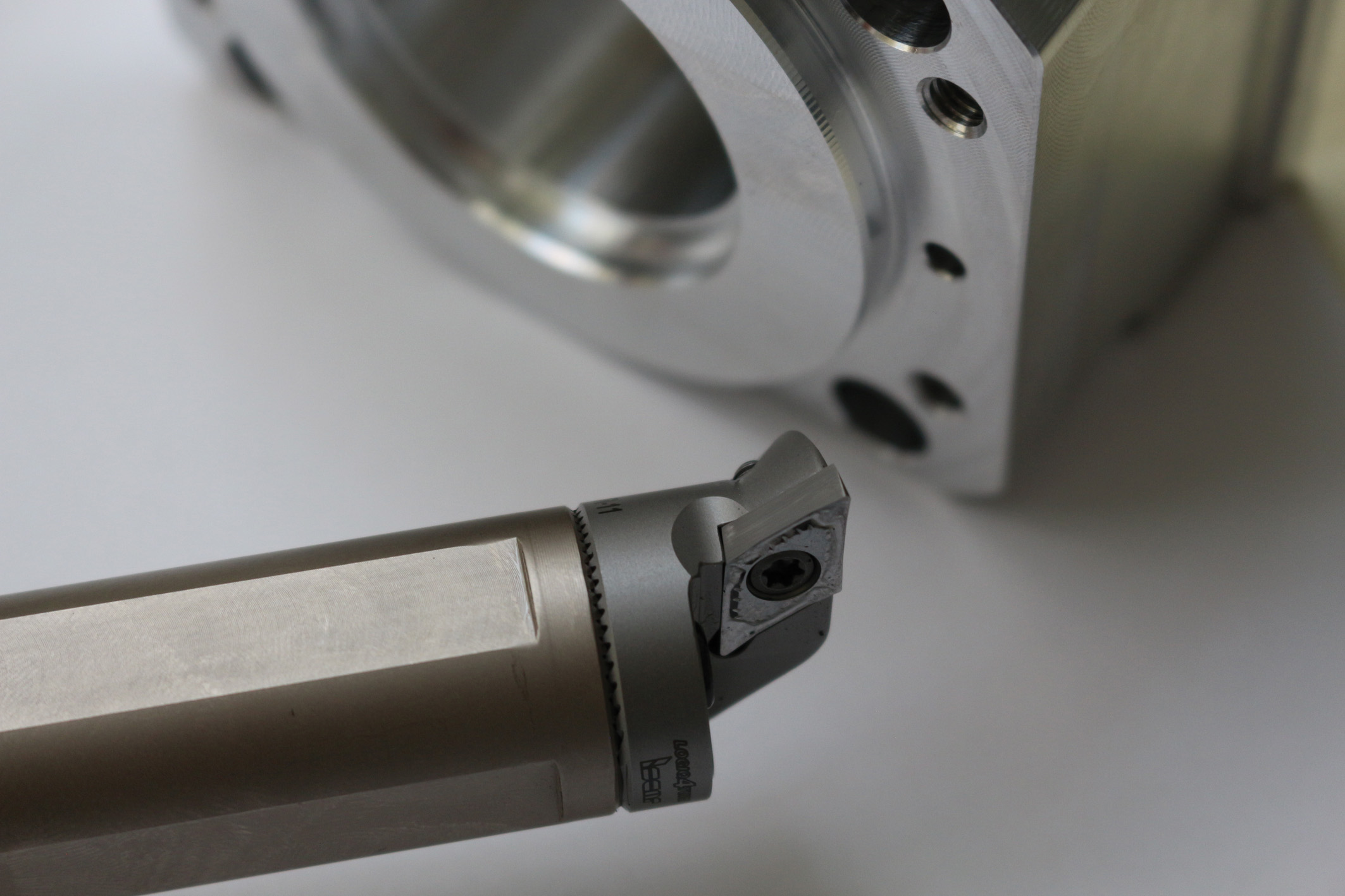
Für das Interpolationsdrehen bei Karl Walter Formen- und Kokillenbau kommt ein VHM-Schaft mit einem Durchmesser von 25 Millimetern, einer Auskraglänge von 7xD und DCGT-Adapterkopf zum Einsatz. Dieser ist bestückt mit einer DCGT 11T304-AF IC20 ISOTURN-Wendeschneidplatte.
Eine lohnende Investition
Ein Test vor Ort sollte zeigen, ob das neue Verfahren funktioniert, wie gedacht. Der Roboter lädt das stabil gespannte Werkstück ins Bearbeitungszentrum. Dann setzt das Werkzeug an und dreht in wenigen Sekunden und in einem Zug den Einstich. Damit das möglich wurde, musste im Vorfeld erst noch die Software angepasst werden. „Wir sind da echt den ganz langen Weg gegangen und haben viel Geld in die Hand genommen, für die Post-Prozess-Anpassung, für die Freischaltung eines speziellen Zyklus‘ und so weiter. Und nur ein paar tausend Euro später liegt dann das Teil fertig da“, sagt Buchert mit einem Grinsen. „Aber die Investition hat sich gelohnt, und die Zusammenarbeit mit den ISCAR-Jungs lief wieder blendend.“

Die ISOTURN-WSP DCGT 11T304-AF IC20 ist für die Bearbeitung von Aluminium optimiert.
Auf der Haben-Seite stehen Einsparungen bei Zeit und Kosten, weil sowohl das Umspannen auf eine Drehmaschine und damit Nebenzeiten entfallen. Die Bearbeitung kann mannlos laufen, und auf dem BAZ besteht die Möglichkeit zu messen und eventuelle Änderungen vorzunehmen. „Vor allem arbeiten wir so wirtschaftlicher und nachhaltiger“, freut sich Buchert. „Wir verbrauchen rund 30 Prozent weniger Material. Dadurch fällt auch weniger CO2 an, das bei der Produktion von Aluminium entsteht.“

„Die Investition hat sich gelohnt und die Zusammenarbeit mit den ISCAR-Jungs lief wieder belendend“, sagt Jens Buchert, Geschäftsführer von Karl Walter Formen- und Kokillenbau.

Über uns praxis-und-prudukte






Meistgelesen

Lesen Sie auch




