

ISCAR bietet Lösungen für die präzise Hochgeschwindigkeitsbearbeitung Produktiver, wirtschaftlicher und nachhaltiger

Sich verändernde Technologien erfordern neue, produktivere, wirtschaftlichere und nachhaltigere Bearbeitungskonzepte. Mit der Hochgeschwindigkeitsbearbeitung (HSM) können Verarbeiter den heutigen industriellen Anforderungen gerecht werden. Der Fortschritt bei der Herstellung von Werkstücken durch unkonventionelle Prozesse rückt den Fokus auf das Hochgeschwindigkeits-Schruppen mit geringer Leistungsaufnahme. Werkzeughersteller unterstützen ihre Kunden mit passenden Lösungen – so wie ISCAR. Der Ettlinger Werkzeugspezialist hat mit seinen Werkzughalter- und Zerspanwerkzeug-Serien die passenden Lösungen im Portfolio.
Mit hohen Schnittgeschwindigkeiten wirtschaftlicher arbeiten – angesichts der Mechanik eines schnell rotierenden Körpers und in Bezug auf die Bearbeitungsgenauigkeit rückte die Werkzeugpräzision in den vergangenen Jahren in den Fokus der Hersteller und Anwender. Sie wirft jedoch Fragen auf: Warum wird die Hochgeschwindigkeitsbearbeitung auch immer häufiger beim Schruppen eingesetzt? Und wie gestalten Hersteller von Zerspanungswerkzeugen ihre Lösungen, um den neuen Anforderungen aus der Industrie gerecht zu werden?
Metallverarbeitende Betriebe setzen seit den 1990er Jahren auf die Hochgeschwindigkeitsbearbeitung Das führte zu tiefgreifenden Veränderungen in der Technologie und im Maschinenbau. Um den aktuellen Anforderungen an die Genauigkeit gerecht zu werden, mussten die Werkzeuge immer präziser werden. Es gilt, wiederholbare Toleranzwerte bei Zerspanungsprozessen zu erreichen. Abhängig ist dies von der Bearbeitungsmethode, also Fräsen, Drehen oder Bohren, sowie der Art der Bearbeitung, beispielsweise Schruppen, Vordrehen oder Schlichten.
Hohe Präzision gefordert
Gerade bei der Herstellung vorgeformter Halbzeuge ist eine hohe Genauigkeit bei der Hochgeschwindigkeitsbearbeitung gefordert. Mit 3D-Druck-, Metallspritzgieß- und modernen Gießverfahren kommt die Rohteilkontur der Werkstücke ihrer endgültigen Form bereits sehr nah. Verarbeiter müssen daher selten viel Material bei der weiteren Bearbeitung abtragen. Im Werkzeug- und Formenbau hat sich die HSM als echte Alternative zu herkömmlichen Methoden etabliert und die Produktionszeiten deutlich verkürzt. Auch in der Luft- und Raumfahrtindustrie eignet es sich für schwer zu zerspanende, hitzebeständige Superlegierungen. Dazu sind Keramikwerkzeuge mit sehr hohen Schnittgeschwindigkeiten bei gering abzutragenden Materialvolumen inzwischen üblich. Gleiches gilt für die Herstellung von Aluminiumkomponenten.
Bearbeitungsprozesse mit wenig Materialabtrag pro Arbeitsgang verbrauchen weniger Energie, es entsteht kaum Wärme und die Oberflächengüte steigt. In der Regel setzen Anwender rotierenden Werkzeugen wie Fräser ein. Bei Bauteilen mit komplexen Profilen eignet sich das Hochgeschwindigkeits-Trochoidalfräsen, ein Schruppverfahren mit niedrigen Belastungswerten. Der schnell rotierende Fräser bewegt sich auf einer durch ein CAD/CAM-System errechneten, komplexen Werkzeugbahn und zerspant dünne und breite Werkstoffschichten. Danach besitzt das Bauteil schon fast seine endgültige Kontur. Die noch verbleibende dünne Materialschicht wird im nächsten Schritt mittels Hochgeschwindigkeits-Schlichten entfernt. Ein typisches Beispiel hierfür ist die Herstellung von Blisks und Antriebsrädern.
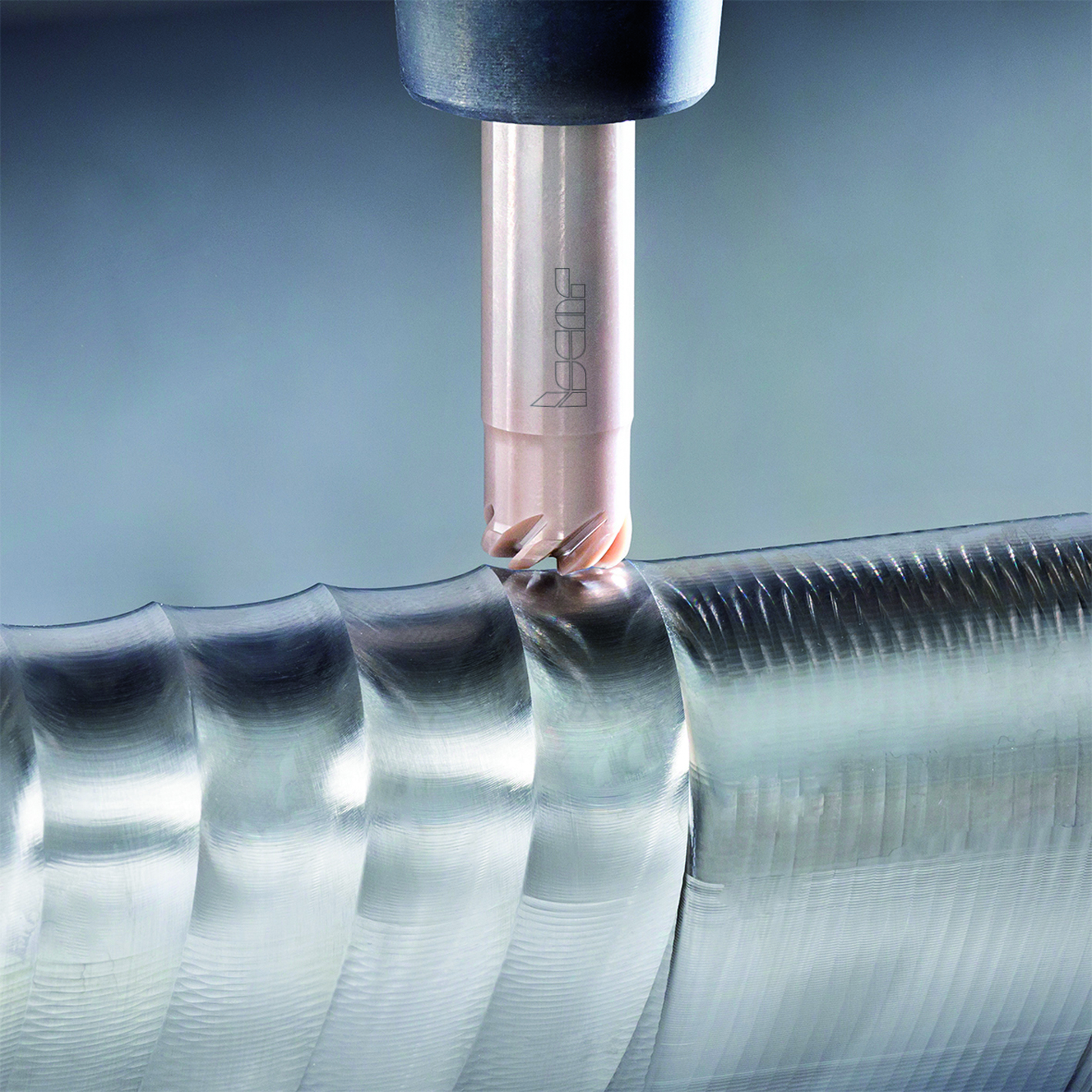
Die Vollkeramik-Schaftfräser von ISCAR sind im
Durchmesserbereich von sechs bis 20 Millimetern
erhältlich. Sie erlauben Schnittgeschwindigkeiten
von bis zu 1.000 Metern pro Minute.
Schlüsselelemente der Hochgeschwindigkeitsbearbeitung
Die passende Maschine, eine effektive Bearbeitungsstrategie, eine stabile Werkzeughalterung und das Werkzeug sind die Schlüsselelemente der HSM. Mehrachs-Bearbeitungszentren mit geringer Leistungsaufnahme, die speziell für das schnelle Bearbeiten entwickelt wurden, verfügen über ein hohes Drehmoment, einen entsprechenden Antrieb und eine effektive Steuerung mit intelligenter Software. Anwender können damit mit maximaler Effizienz arbeiten. Moderne Werkzeughalter sind für einen erweiterten Drehzahlbereich ausgelegt. Das Zerspanungswerkzeug, kann dabei das schwächste Glied der Kette sein. Jede Verbesserung des Zerspanungswerkzeugs kann entscheidend sein. Deshalb entwickeln die Hersteller ständig neue Lösungen, um den steigenden Ansprüchen gerecht zu werden.
Erwartet werden langlebigere und effizientere Werkzeuge, die bei deutlich erhöhten Schnittgeschwindigkeiten und Vorschüben zuverlässig arbeiten. Niedrigere Fertigungstoleranzen erfordern präzisere und gut ausgewuchtete Werkzeuge mit guten Standzeiten, mit denen hohe Drehzahlen möglich sind. Gemäß seinem Motto „Where innovation never stops!“ hat Werkzeugspezialist ISCAR eine Reihe von Lösungen entwickelt, die Hochgeschwindigkeits-Bearbeitungskonzepten neue Impulse verleihen. Dazu gehören insbesondere auch die Vollhartmetall (VHM)-Werkzeuge.

Für das Schlichten von 3D-Oberflächen
von Bauteilen aus harten Werkstoffen hat ISCAR
die MM HBR-Kugelfräsköpfe mit einer
über Zentrum schneidenden, sphärischen
240-Grad-Geometrie und h7-Toleranzen
für den Kopfdurchmesser entwickelt.
Mehr Schneiden, weniger Vibrationen
Die VHM-Schaftfräser mit mehreren Zahnreihen aus der CHATTERFREE-Linie hat ISCAR speziell für die vibrationsarme Hochgeschwindigkeitsbearbeitung entwickelt. Ihr Design zeichnet sich durch unterschiedliche Spiralwinkel, ungleiche Teilung und eine speziell geformte Spankammer aus. Diese Baureihe ist für Anwendungen wie Hochgeschwindigkeits-Vor- und Fertigfräsen sowie Trochoidalschruppen geeignet. Das CHATTERFREE-Sortiment umfasst mehrere Schaftfräser-Familien für unterschiedliche Anwendungen. Schaftfräser mit sieben Schneiden und aus einer ultrafeinen Hartmetall-Sorte sind für das Schruppen harte Werkstoffe und zum Schlichten ausgelegt. Zudem hat ISCAR Schaftfräser mit sieben und neun Schneiden zum Trochoidalfräsen komplexer Bauteile aus Titan entwickelt. Mit ihrer besonderen Mikro- und Makrogeometrie bilden sie die Ti-TURBO-Familie – dieser Name spiegelt die hohen Abspanraten beim Fräsen von Titan wider. Die neueste Weiterentwicklung der CHATTERFREE-Linie integriert Spanteiler in das Design der Schaftfräser. Beim Trochoidalfräsen sind die Späne dünn, aber lang. Die Spanteilung in kürzere Segmente trägt zu einer besseren Spanabfuhr und Oberflächengüte bei. Das erhöht die Genauigkeit und Effektivität beim Hochgeschwindigkeits-Schruppen. Die Spanteiler, auch Chipsplitter genannt, verringern zugleich Vibrationen und reduzieren die Schnittkräfte, wodurch sie die trochoide Fräs- und Bearbeitungsleistung bei großen Auskragungen deutlich verbessern.
Keramik – für einen schnellen Schnitt
Das Fräsen von schwer zerspanbaren, hoch hitzebeständigen Superlegierungen (HTSA) durch Hartmetallwerkzeuge erfolgt bei niedrigen Schnittgeschwindigkeiten, normalerweise zwischen 20 und 40 Metern pro Minute. HSM mit geringem radialem Eingriff bis maximal zehn Prozent des Fräserdurchmessers erlaubt Schnittgeschwindigkeiten von 70 bis 80 Metern pro Minute. Um wettbewerbsfähig zu bleiben, wollen Metallverarbeiter die Produktivität bei der Herstellung von Teilen aus HTSA steigern. Eine Stellschraube ist die niedrige Schnittgeschwindigkeit. Verbessern lässt sich dies mit dem Einsatz von Schneidkeramik als Werkzeugmaterial. ISCAR Vollkeramik-Schaftfräser erlauben eine deutlich erhöhte Schnittgeschwindigkeit von bis zu 1.000 Metern pro Minute. Im Vergleich zu Werkzeugen aus VHM ist das eine Steigerung um den Faktor zwölf. Die neuen Schaftfräser sind mit Durchmessern von sechs bis 20 Millimetern erhältlich. Sie sind mit drei oder sieben Schneiden ausgestattet. Die Einführung der Keramik-Schaftfräser zum Schruppen hat die Bearbeitungszeiten deutlich verkürzt und den Weg zu einer schnellen Vorformung eines Bauteils für das Schlichten geebnet.
Hochgeschwindigkeits-MultiMaster
Zum Hochgeschwindigkeitsfräsen mit großer Reichweite sind VHM-Werkzeuge keine wirtschaftlich attraktive Option – Fräser aus Werkzeugkörper mit Hartmetall-Fräskopf dagegen schon. Dieser Ansatz ist das Herzstück von ISCARs MULTI-MASTER-Familie aus Werkzeugen mit auswechselbaren Fräsköpfen. Eine große Auswahl an Werkzeugkörpern, Fräsköpfen, Erweiterungen und Reduzierungen erlaubt eine große Zahl an unterschiedlichen Werkzeugkonfigurationen und verringern den Bedarf an Sonderwerkzeugen. Die entfallende Rüstzeit ist ein großer Vorteil der MULTI-MASTER-Linie. Anwender können den Fräskopf ersetzen, ohne das Werkzeug von der Maschinenspindel zu nehmen. Beim Austausch eines abgenutzten Fräskopfes ist keine zusätzliche Werkzeugvermessung oder eine entsprechende CNC-Programmeinstellung erforderlich. Seine Steifigkeit, eine ausgewogene Struktur sowie hohe geometrische Präzision befähigen MULTI-MASTER für die Hochgeschwindigkeitsbearbeitung. Ein typisches Beispiel für diese Anwendung ist das Schlichten von 3D-Oberflächen von Bauteilen aus harten Werkstoffen. Für diese Art von Anwendung hat ISCAR die MM HBR-Kugelfräsköpfe mit einer über Zentrum schneidenden, sphärischen 240-Grad-Geometrie und h7-Toleranzen für den Kopfdurchmesser entwickelt.
Zuverlässige Werkzeughalter
Hochgeschwindigkeitsbearbeitung erfordert zuverlässige, hochwertige, gut ausgewuchtete und präzise Werkzeughalter. Thermische Schrumpffutter haben sich bewährt. Die SHRINKIN-Schrumpffutter-Linie von ISCAR umfasst die X-STREAM-Familie sowie Thermofutter mit Kühlmittelkanälen entlang des Werkzeugschafts. Das neue Design erlaubt die zielgerichtete Kühlmittelzufuhr direkt in die Schnittzone. Beim Hochgeschwindigkeitsfräsen von Luft- und Raumfahrtkomponenten, etwa von Blisks, verbessert ein gut gelenktes Kühlmittel die Leistung deutlich. Bei tiefen Taschen und Kavitäten haben die neuen Aufnahmen mit zielgerichteter Kühlmittelzuführung die Schlichtdurchgänge minimiert, die Spanabfuhr verbessert und die Standzeit erhöht.
Die kompakten, kühlmittelbetriebenen Schnelllaufspindeln der SPINJET-Serie können Drehzahlen von bis zu 55.000 Umdrehungen pro Minute erreichen. Damit können Anwender ihre Bearbeitungsmaschinen mit dem eigenen Kühlschmierstoff von Niedrig- auf Hochgeschwindigkeit aufrüsten und für die HSM bereit machen.

Die kompakten, kühlmittelbetriebenen
Schnelllaufspindeln der SPINJET-Serie können
Drehzahlen von bis zu 55.000 Umdrehungen
pro Minute erreichen.

Über uns praxis-und-prudukte







Lesen Sie auch




