

Klare Kante in der Verzahnung
Die komplexe Schneidkantenverrundung von Verzahnungswerkzeugen beschäftigt Hersteller, Schleifer, Beschichter wie auch Endkunden. Der Beschichtungsspezialist Oerlikon Balzers gibt Empfehlungen für ein optimales Zusammenspiel und bietet in diesem Umfeld auch Lösungen an.
Anspruchsvolle Anwendungen wie Wälzschälen erfordern sehr präzise, eng tolerierte Werkzeuge. Faktoren wie Substratauswahl, Schliffstrategie, Geometrie und Oberflächenqualität beeinflussen hier die optimale Kantenverrundung. Sie entscheiden auch über Thermomechanik und Tribologie beim Schneiden, über Span- und Verschleißverhalten sowie letztlich über Standzeit und Fertigungsqualität. Einfluss nimmt auch das jeweilige Verfahren zur Kantenpräparation, das meist nicht nur auf die Kante, sondern auf das ganze Werkzeug einwirkt.
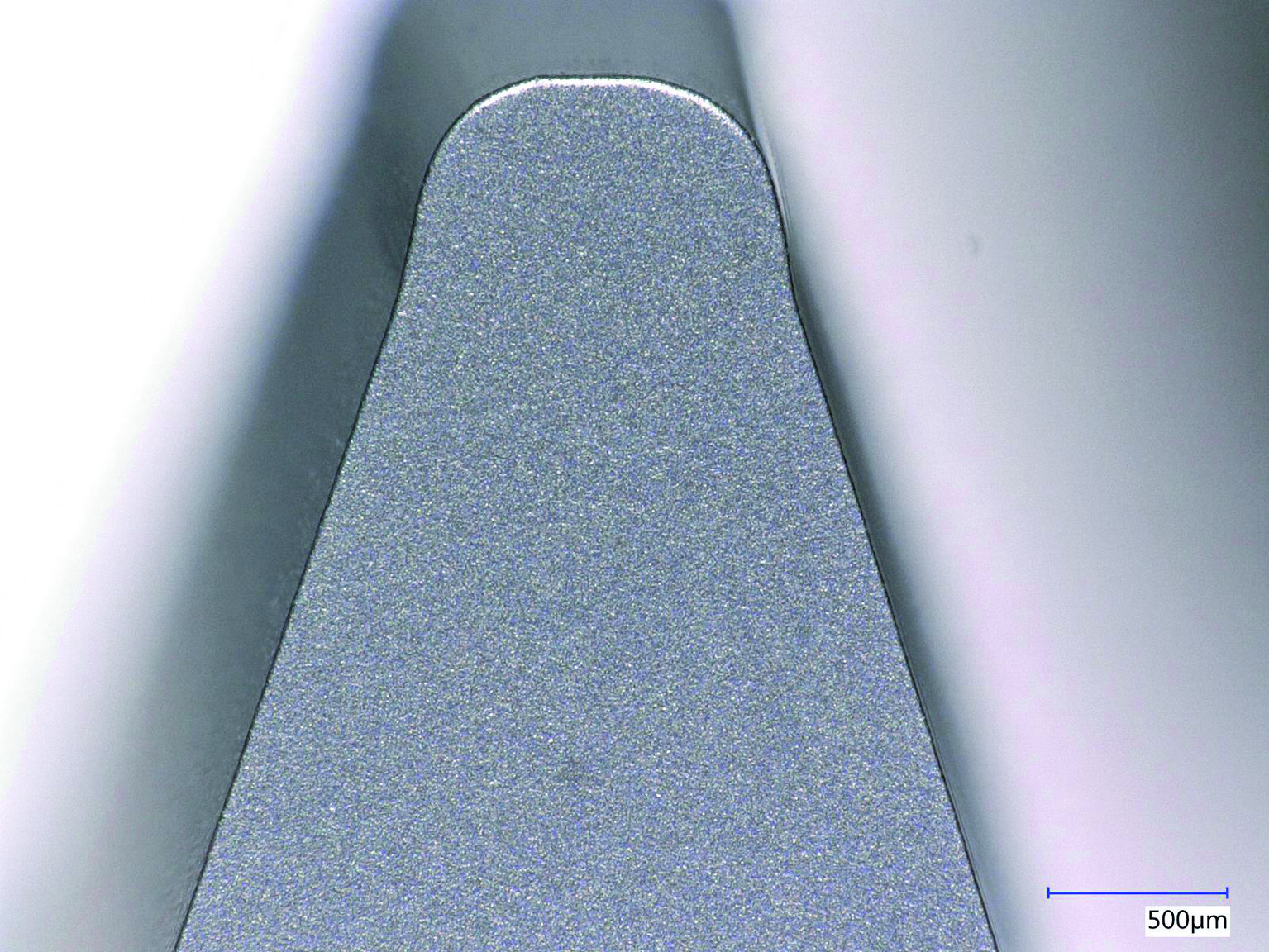
Speziell wird es beim Thema Schneidkantenradius. Je nach Anwendung hängt dessen konkretes Maß von Werkstoff, Schnittdaten, Schneidstoff und der Stabilität der Maschine ab. Dabei geht es nicht nur um die Größe des Radius, sondern auch um die (a)symmetrische Form der Rundung, den sogenannten K-Faktor. Er lässt erkennen, wie sich eine Schneidkante zur Span- oder Freifläche hin neigt.
Kantenradius korrekt messen
Für entsprechende Messungen ist wichtig zu wissen: Wird vor oder nach der Beschichtung gemessen?
Denn Schichten erhöhen den Radius. Je nach Beschichtungsprozess kann zudem, physikalisch bedingt, an der stärksten Krümmung einer Schneide eine leicht erhöhte Schichtdicke entstehen. Auch der Messpunkt spielt eine Rolle: Am Kopf der Schneide ist der Radius größer als am Fuß. Außerdem messen taktile Verfahren anders als optische. Messungen müssen somit stets dieselben Verfahrenskriterien befolgen, um vergleichbar zu sein.
„Vor diesem Hintergrund sollten sich alle beteiligten Partner – Werkzeughersteller, Schleifer, Beschichter und Endnutzer – gut austauschen“, rät Alexander Schindler, Segmentmanager Verzahnungswerkzeuge bei Oerlikon Balzers Deutschland. Ein optimales Ergebnis benötigt alle Werkzeug- und Bauteil-Spezifikationen inklusive Sollwerte und Messangaben für die jeweilige Anwendung. Eine Kantenverrundung kann aber immer nur so gut sein wie der vorherige Werkzeugzustand. Schlifffehler, zu große Grate und Rauheiten lassen sich nicht mehr ausgleichen.
Bei der Messung der Kantenradien eines Verzahnungswerkzeugs spielen viele
Faktoren eine Rolle, um vergleichbare Ergebnisse zu erhalten. / Foto: Oerlikon Balzers
Mit Nassstrahlen zu leistungssteigernder Kantenpräparation
PVD-Beschichtungen wie BALINIT® ALTENSA und BALINIT® ALCRONA PRO sind die Garanten für die wirtschaftliche Produktion von Zahnrädern und Getriebe-Bauteilen. Durch die definierte Kantenpräparation können die wirtschaftlichen Vorteile dieser Beschichtungen noch erhöht werden. Bei kleinmoduligen Verzahnungswerkzeugen mit filigranen Konturen eignen sich PVD-Beschichtungen wie BALIQ® ALCRONOS. Die fortschrittliche S3p-Beschichtungstechnologie von Oerlikon Balzers, die homogenere Schichtdicken mit exakter Schneidkantenabbildung erzeugt, verringert hier den physikalischen Effekt der erhöhten Schichtdicken und damit Verrundungen an den Schneiden.
Oerlikon Balzers bietet zudem das Nassstrahlen von Werkzeugen auf einer neu entwickelten Anlage an, welche die Präparation der Schneidkanten von Wälzfräsern zu einem K-Faktor von 1 oder größer ermöglicht. Daraus resultierten je nach Anwendungsfall Standzeitsteigerungen von über 15 Prozent, bei einem
namhaften Getriebehersteller schon von bis zu 50 Prozent. „Wir fahren Versuche bei mehreren Kunden, kontrollieren die Ergebnisse mit modernster Messtechnik und können sagen, dass die behandelten Werkzeuge konstante Verbesserungen liefern, die Prozesssicherheit also deutlich steigt“, so Alexander Schindler. Der Nassstrahl-Service wird für Einzel- und Serienwerkzeuge zur Verzahnung angeboten.
Die optimale Kantenverrundung
beeinflussen Faktoren wie
Substratauswahl, Schliffstrategie,
Geometrie und Oberflächenqualität.
Foto: Oerlikon Balzers


Über uns praxis-und-prudukte







Lesen Sie auch




