

Werkstück-Spanntechnik zu Ende gedacht! Gressel AG
Mit dem modular konzipierten Systembaukasten für die Werkstück-Spanntechnik und die Automatisierung der Fertigung bietet Gressel effiziente Spanntechnik-Lösungen für alle Fälle.
Der Schweizer Spezialist Gressel steht mit seinen 99 Jahren für die kontinuierliche Entwicklung vom Hersteller von Schraubstöcken und Handspannwerkzeugen hin zum Problemlösungs-Partner für spanntechnische Aufgaben in der manuellen bis hoch automatisierten Teilefertigung. In diesem Zeitraum sorgte das Unternehmen immer wieder mit innovativen Entwicklungen wie dem Zentrischspanner C2, dem mechanischen Nullpunkt-Spannsystem gredoc sowie der Schraubstock-Automation R-C2 zum robotergestützten Teilehandling für Furore im Zerspanungstechnik-Markt. Mehr denn je steht am Anfang einer spanntechnischen Herausforderung die interdisziplinäre Lösungsfindung unter Berücksichtigung aller relevanten Prozessschritte. Oder andersherum: Das Kompetenz-Team von Gressel AG ist in der Lage, auf Basis seines modularen Systembaukasten integrierte Standard- und Sonderlösungen kostengünstig zu realisieren.
Während in der flexiblen Werkstatt-Fertigung nach wie vor die manuellen Schraubstöcke von Gressel eine wichtige Rolle spielen, geht der Trend in der industrialisierten Teilefertigung immer weiter in Richtung Automatisierung. Dieser Entwicklung folgend, hat Gressel die Werkstück-Spanntechnik in die Bereiche Paletten-Automation, Flexible Fertigungssysteme (FMS), Roboter-Direktbeladung und Werkstück-Automation eingeteilt.
Paletten-Automation:
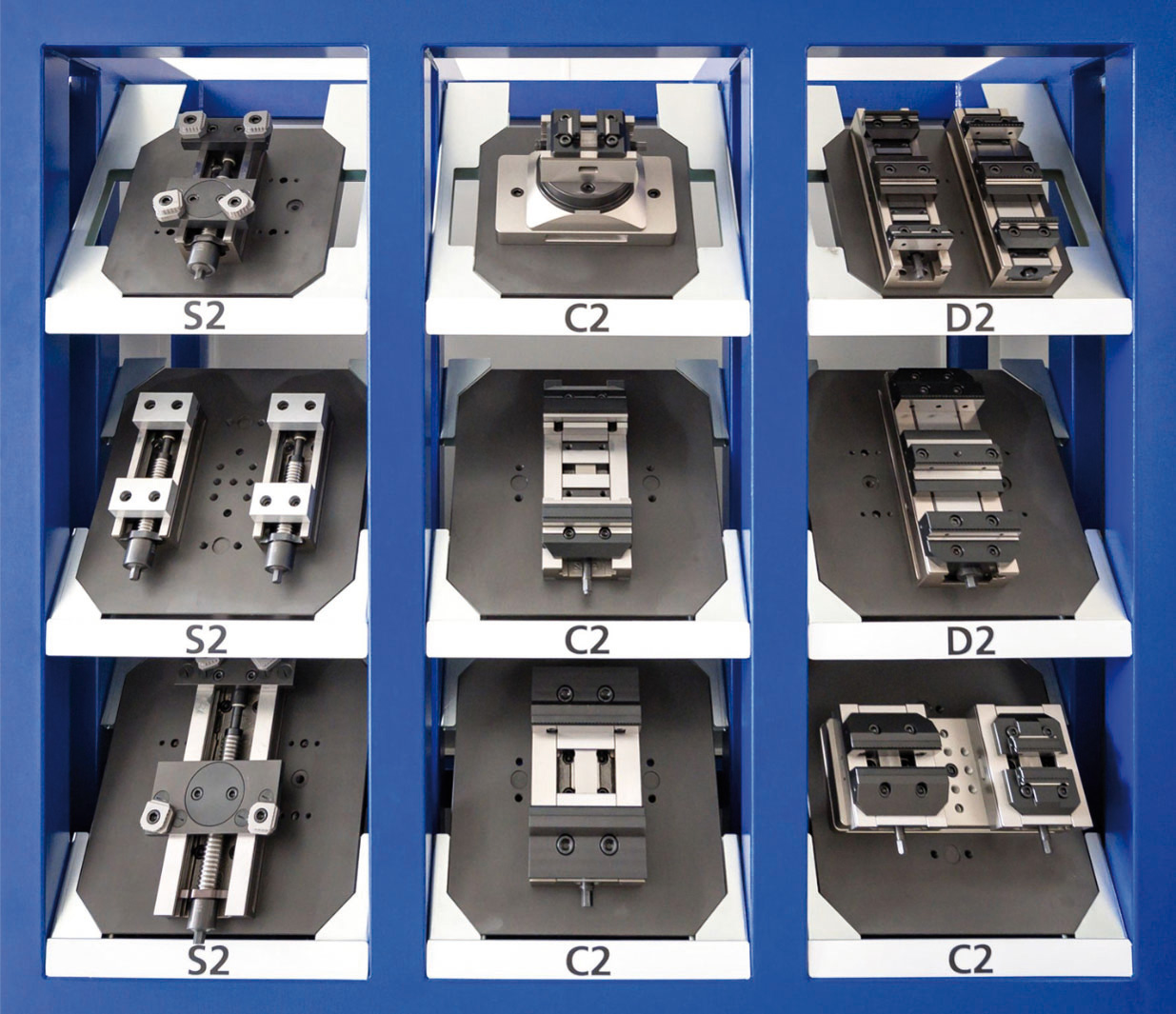
Bei der Paletten-Automation werden die bearbeitbaren Losgrößen durch die Zahl der aktiven Paletten bestimmt. Der entscheidende Vorteil ist die chaotische Fertigung. Zumal auf Paletten der Größen 320 x 320, 400 x 400 und 500 x 500 Millimeter mit Hilfe von Zentrischspannern C2.0, Einzelspannern S2 und Doppelspannern D2 von Gressel sowohl kleine als auch größere Werkstücke manuell zu spannen sind. Mit diesen drei Werkstückspanner-Produktgruppen sind aus dem Standard-Baukasten mehr als 350 Kombinationsmöglichkeiten für optimale Spannlösungen gegeben.
Flexible Fertigungssysteme:
Ähnlich wie bei der Paletten-Automation verhält es sich bei flexiblen Fertigungssystemen. In der Regel stehen hier jedoch mehr Paletten zur Verfügung, wodurch eine höhere Anzahl an zu spannenden und bearbeitenden Werkstücken im Umlauf ist. Hier kommen je nach Teile- Beschaffenheit und Bearbeitungs-Intensität neben den Zentrischspannern C2.0 und dem Doppelspanner D2 bevorzugt die Mehrfach-Spannsysteme multigrip und M1 sowie die Kleinteile-Einfachspanner solinos und die Maschinenschraubstöcke gripos zur Verwendung.
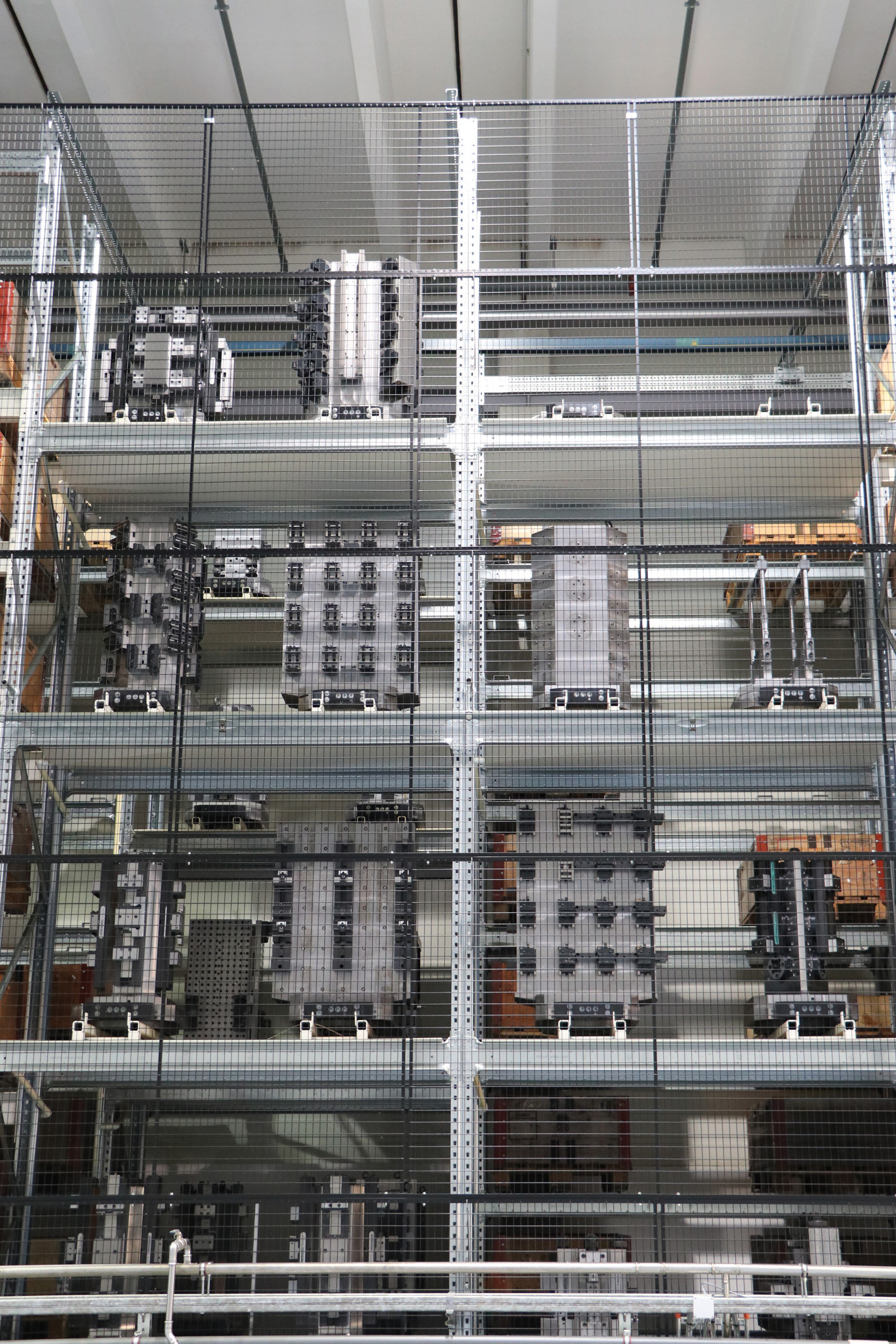
Beispiel des großen GRESSEL Spanntechnik-Programms für flexible Fertigungs-Systeme.
Roboter-Direktbeladung:
Wiederum ähnlich wie bei den vorgenannten Automatisierungsstufen verhält es sich auch bei der Roboter-Direktbeladung. Der Roboter mit entsprechendem wechselbaren Greifer ist für das komplette Teilehandling ab der Rohteilaufnahme über die Beschickung des Spannmittels auch für die Entnahme und die Ablage des teilweise oder fertig bearbeiteten Werkstücks zuständig. Für die Roboterbeschickung eignen sich die Kleinteile-Einfachspanner solinos, die Maschinenschraubstöcke gripos, die Doppelspanner D2 und nicht zuletzt für die komplette 5- bis 6-Achsen-Bearbeitung der hydraulischen Kraft-Spanner SC5X.
Werkstück-Automation R-C2:
Eine weitere Rationalisierungsstufe stellt die integrierte Werkstück-Automation in Gestalt des vollautomatisch greifenden und spannenden Zentrischspanners R-C2 dar. Geht es um die chaotische Komplettbearbeitung in einer bis zwei Aufspannungen, bietet der R-C2 die wirtschaftliche Lösung zwischen der Paletten-Automation und der Roboter-Direktbeladung. Der Prozessablauf gestaltet sich wie folgt: Ein Roboter mit dem R-C2-Modul holt das Werkstück mit dem Zentrischspanner R-C2 aus dem Magazin und spannt es. Es folgt das Nachgreifen der grip-Backen mit programmierter Spannkraft, wodurch sich das Vorprägen erübrigt. Der Zentrischspanner R-C2 mit dem Werkstück wird zur 5-Seiten-Bearbeitung auf dem Nullpunkt-Spannsystem SCHUNK VERO-S der Maschine fixiert. Anschließend holt der Roboter den Zentrischspanner R-C2 aus der Maschine und führt in beispielsweise dem Reinigungsprozess zu, nimmt auf der Umspannstation das Umspannen zur Bearbeitung der sechsten Seite vor, und setzt den Zentrischspanner wieder auf dem Nullpunkt-Spannsystem ab. Nach der Fertigstellung erfolgt die Ablage des Fertigteils im Magazin und ein weiteres Werkstück wird abgeholt. Die Werkstück-Automation R-C2 eignet sich optimal zur stückzahlflexiblen Variantenfertigung von Teilen bis 225 Millimetern Kantenlänge. Zudem ist zu erwähnen, dass die Rüst- und Umrüstzeiten entfallen, das vollautomatische Teilehandling die Nebenzeiten auf ein Minimum reduziert, und dass durch den Tag-, Nacht- oder Mehrschichtbetrieb die produktiven Maschinenlaufzeiten erhöht werden.
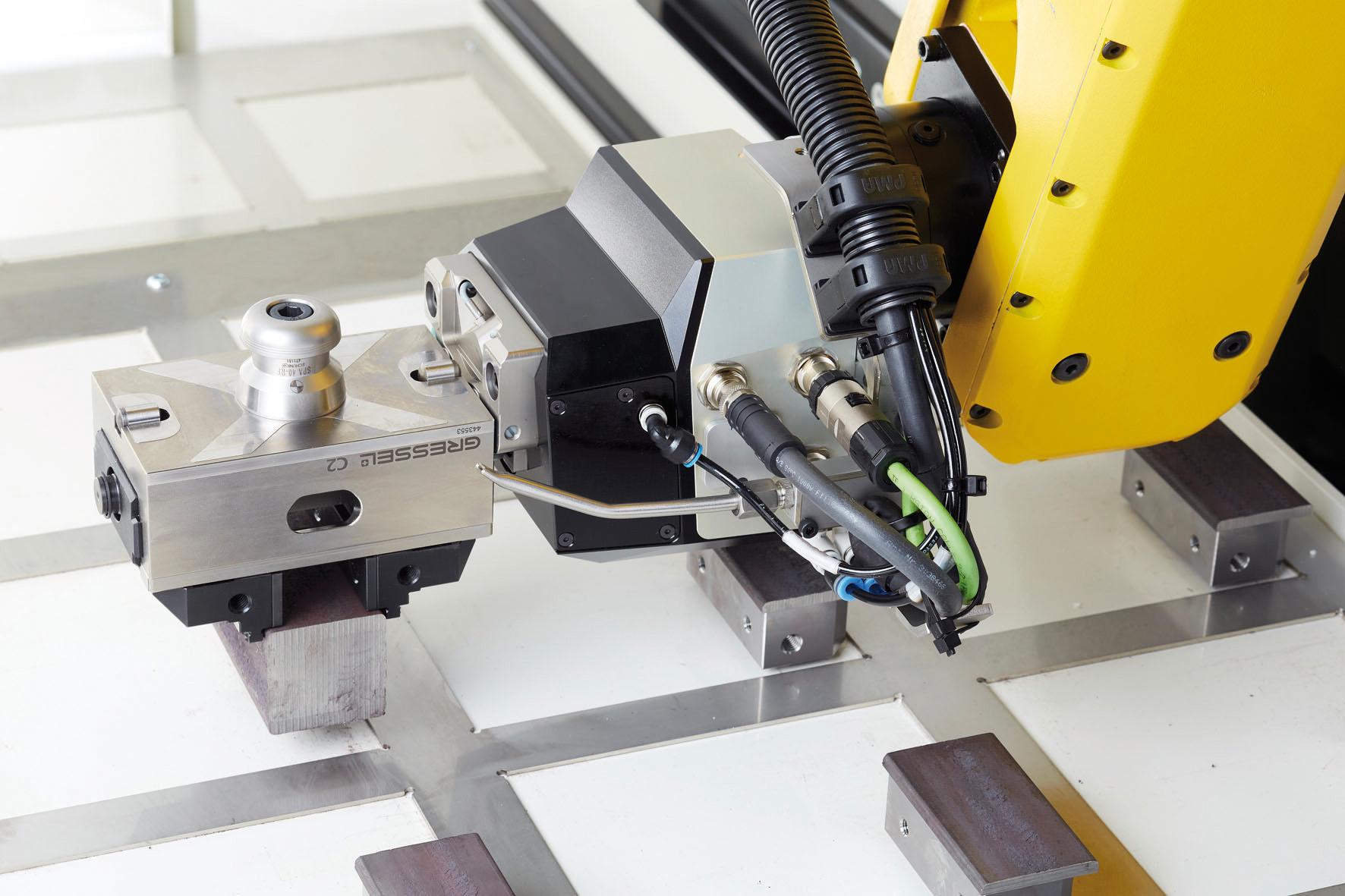
Mit der GRESSEL Werkstück-Automation R-C2 ist eine komplett mannlose 6-Seiten Werkstück-Produktion möglich.


Über uns praxis-und-prudukte






Meistgelesen

Lesen Sie auch




