

Wirbeln für den guten Ton
Musik macht Menschen glücklich und kann sie im nächsten Moment zum Weinen bringen. Sie kann Menschen beim Sport zu Höchstleistungen treiben, oder auch ängstlich machen. Eins tut die Musik nicht: Sie lässt einen niemals kalt. Kaum ein Instrument ruft so viele Emotionen hervor wie eine Gitarre. Egal ob am Lagerfeuer oder bei einem Rockkonzert in einem Stadion, die Funktionsweise der Gitarre ist gleich. Mit der Funktion des Zupfinstruments beschäftigt sich die Schaller GmbH aus der Nähe von Nürnberg schon seit über 75 Jahren. In dieser Zeit hat sich das Unternehmen zum Weltmarktführer von Gitarrenbauteilen entwickelt. Mit einem modernen Maschinenpark dreht und fräst das Team von Betriebsleiter Dominik Weininger die präzisen Bauteile, welche für den guten Ton sorgen. Dabei setzt er auch auf das innengekühlte Wirbelsystem der Tübinger Paul Horn GmbH.
Mechaniken, Stege, Tremolos und Strap Locks sind die Spezialitäten der Schaller GmbH. Gegründet hat das Unternehmen Helmut Schaller Ende 1945 als eine Reparaturwerkstatt für Radios und andere elektronische Geräte. In den frühen 1950er Jahren begann er mit der Entwicklung von Verstärkern und Lautsprechern für Musikinstrumente. Durch eine unternehmerische Partnerschaft mit einem Instrumentenbauer begann Schaller mit der Entwicklung und Fertigung von Gitarrenbauteilen. In den 1960er Jahren zählte Schaller schon zu einem der wichtigsten Lieferanten für Gitarrenzubehör in Europa. Besonders die Mechaniken von Schaller eilten ihrem Ruf voraus. Die Mechanik M6 war die weltweit erste vollgekapselte und selbstsperrende Präzisionsmechanik. Die international führenden Gitarrenhersteller wie Gibson, Ovation und Fender setzen seither auf die Bauteile der Musik-Schmiede.
Präzise Schneckengetriebe
Die Mechaniken dienen bei den Zupfinstrumenten zum Spannen und Stimmen der einzelnen Saiten. Sie sitzen am Kopf der Gitarre. Die Mechaniken verfügen über eine Übersetzung, damit eine hohe Präzision beim Stimmen der Saiten gewährleistet ist. Weitere wichtige Eigenschaften sind die Leichtgängigkeit und die Stabilität durch die Selbsthemmung. Je höher die Präzision der Bauteile, desto höher ist die Qualität der Mechanik. Die Übersetzung wird bei den Mechaniken mit Schneckentrieben realisiert. Nur diese Getriebe ermöglichen das präzise Einstellen sowie die zuverlässige Selbsthemmung.
Ein zentrales Teil der Mechanik ist das Schneckengewinde. Dieses Gewinde gab der Abteilungsleiterin der CNC-Dreh- & Frästechnik Nicole Gawatsch Potential zur Verbesserung. „Das Schneckengewinde haben wir mit einem Scheibenfräser gefräst. Die Bearbeitungszeit war uns hier zu lang. Wir mussten das Teil zu oft in die Hand nehmen und umspannen“, erzählt Gawatsch. „Wir sind auf der AMB 2018 auf das innengekühlte Jet-Wirbeln von Horn aufmerksam geworden und haben darauf gleich den für uns zuständigen Horn-Außendienstmitarbeiter kontaktiert“, führt der Betriebsleiter Weininger fort. Darauf folgten die ersten Gespräche mit Horn über das neue Wirbelsystem und der Start in die Projektphase.
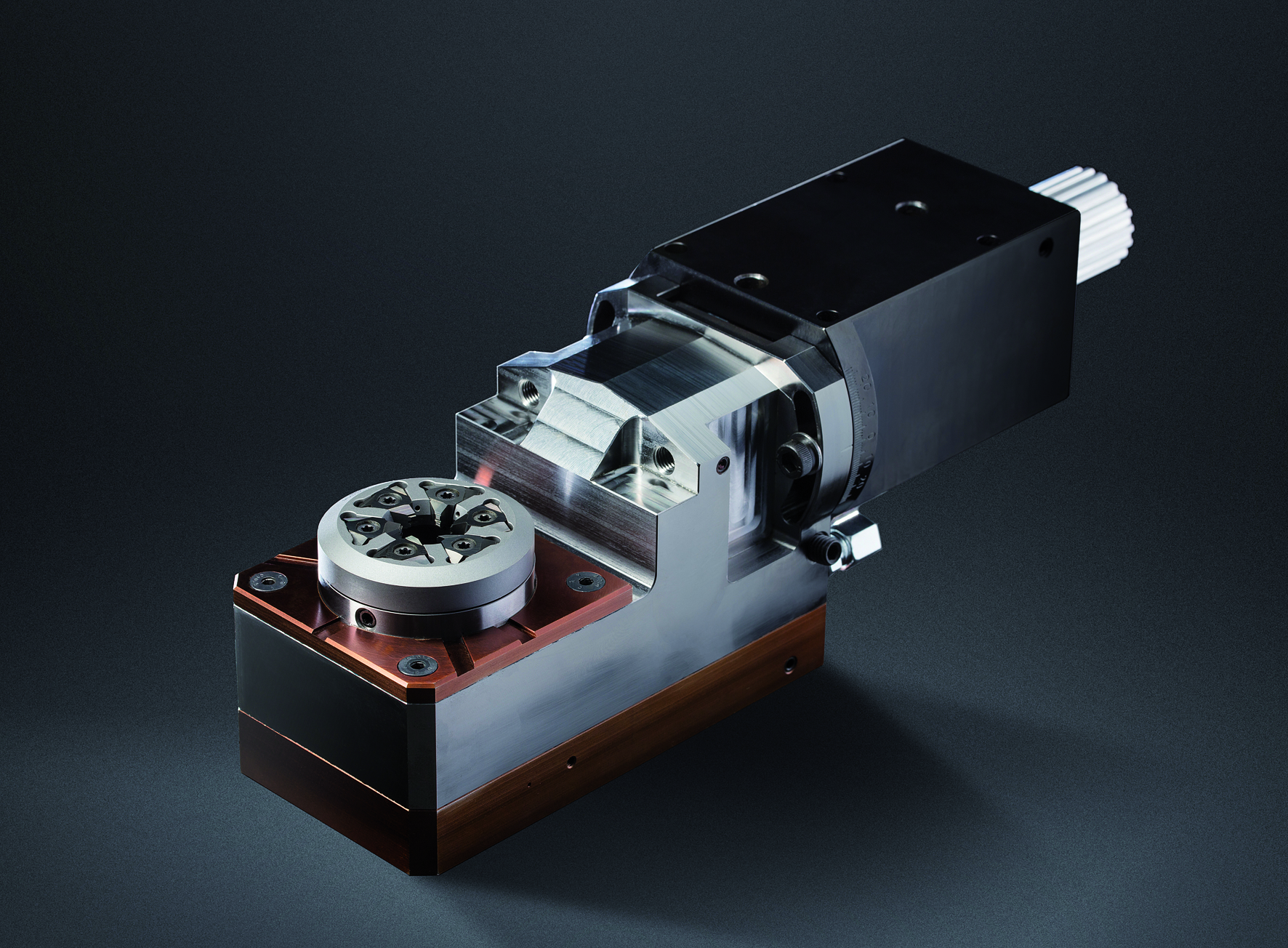
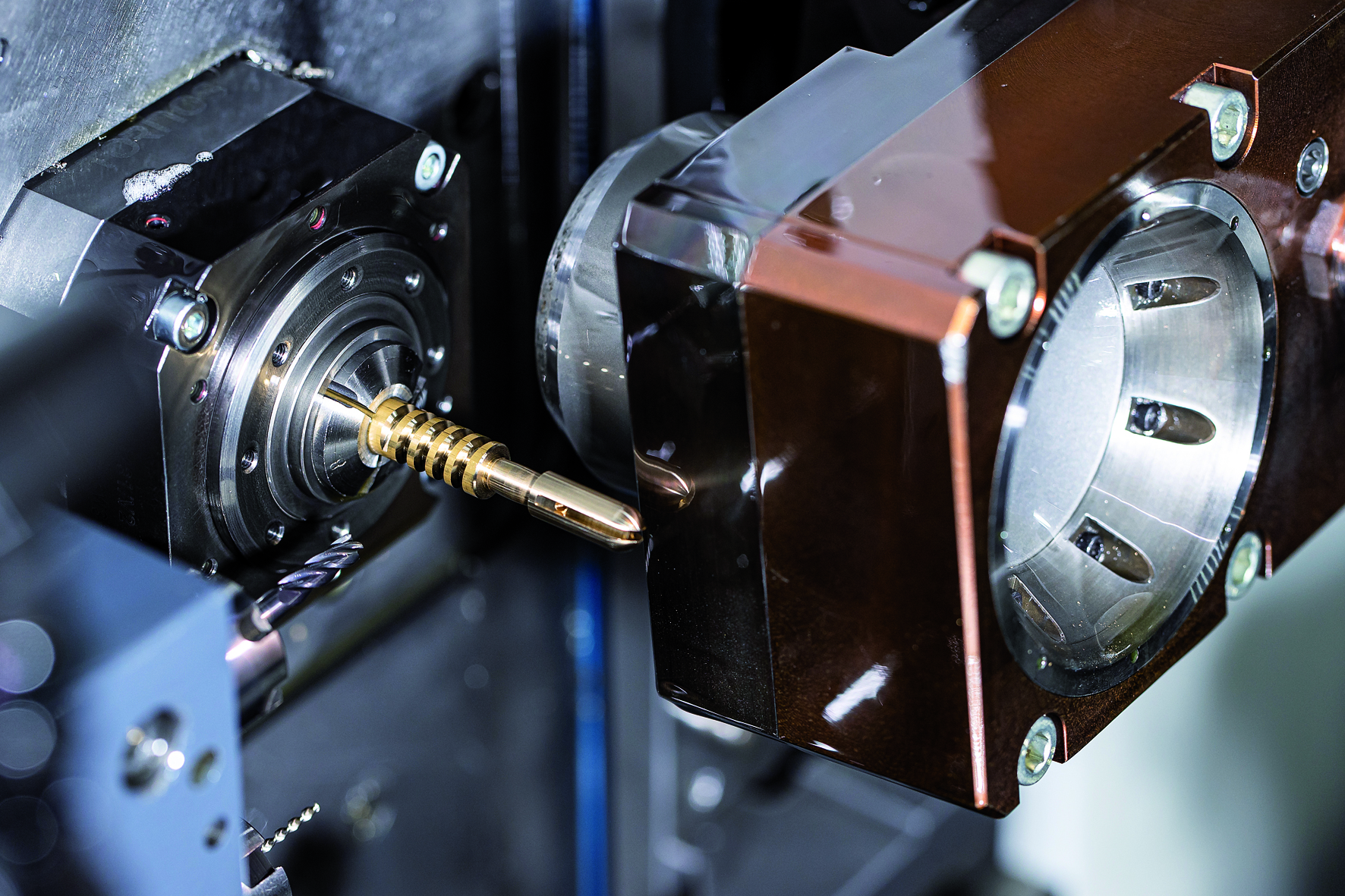
Mit dem Jet-Wirbeln stellte Horn auf der AMB 2018 das weltweit erste Wirbelsystem mit innerer Kühlmittelzufuhr vor. Quelle: HORN/Sauermann
Erstes Wirbelsystem mit Innenkühlung
Mit dem Jet-Wirbeln stellte Horn das erste Wirbelwerkzeug mit innerer Kühlmittelzufuhr vor. In Zusammenarbeit mit dem Unternehmen W&F Werkzeugtechnik entwickelte Horn ein Wirbelsystem, das eine optimierte Kühlung direkt an die Schneide bietet. Dabei bestand die große Herausforderung, den Kühlschmierstoff bei beengten Platzverhältnissen direkt an die Schneide zu bringen, und dies bei hohen Drehzahlen des Wirbelaggregates. Die teilweise im Plattensitz integrierten Kühlkanäle weisen jeder Schneide eine Kühlung zu. Zudem geht die Kühlung direkt durch den Spanraum. Das System ermöglicht hohe Standzeiten durch die direkte Kühlung der Schneiden. Des Weiteren erreicht das System in Verbindung mit dem stabilen Wirbelaggregat bessere Oberflächengüten am Werkstück. Durch das Zusammenspiel von der Kegel- und Plananlage bei der patentierten W&F-Schnittstelle erreicht der Wirbelkopf eine hohe Wechselgenauigkeit und ein bedienerfreundliches Wechseln mit nur drei Schrauben. Die innere Kühlmittelzufuhr verringert das Risiko eines Spänestaus zwischen den Schneidplatten. Die Schnittstelle bietet einen Rund- und Planlauf von 0,003 mm. Die maximale Drehzahl liegt bei 8.000 U/min.
Die ersten Tests im Einsatz bei Schaller verliefen nicht auf Anhieb erfolgreich. „Das Problem lag am zu geringen Kühlmitteldruck der Maschine. Die Wirbeleinheit benötigt zum prozesssicheren Betrieb einen hohen Kühlmitteldruck, die Maschine lieferte jedoch nur einen geringen Druck“, erklärt der Horn-Außendienstmitarbeiter Peter Rümpelein. Nach 20.000 produzierten Teilen mussten die Lager der Wirbeleinheit aufgrund der zu geringen Kühlung getauscht werden. Nicole Gawatsch verlegte den Wirbelprozess dann auf eine Tornos Langdrehmaschine des Typs Swiss GT. Die hohe Pumpenleistung stellt den hohen Kühlmitteldruck sicher. „Der hohe Druck sorgt für die Kühlung und die Schmierung des Aggregats“, so Rümpelein.

International führende Gitarrenhersteller setzen auf die Mechaniken von Schaller. Quelle: HORN/Sauermann
Bearbeitungszeit halbiert
Nach dem holprigen Start läuft der Wirbelprozess prozesssicher. „Die Wirbeleinheit läuft jetzt seit über einem Jahr 24/7 in der Maschine. Wir sind sehr zufrieden mit dem Werkzeugsystem“, so der Betriebsleiter Weininger. Die erfolgreiche Umstellung des Prozesses zeigt sich auch in der Bearbeitungszeit. Für das Fräsen des Schneckengewindes benötigte Gawatsch rund eine Minute. Das konventionelle Wirbeln dauerte 40 Sekunden. „Mit dem innengekühlten Wirbeln haben wir die Bearbeitungszeit nochmal auf nur noch 20 Sekunden pro Bauteil halbiert. Bei der sehr hohen Anzahl von Bauteilen im Jahr ist dies eine enorme Einsparung“, erzählt Gawatsch. Neben der reduzierten Bearbeitungszeit verbesserte sich die Oberflächengüte der gefertigten Bauteile nochmals deutlich. Darüber hinaus erhöhte sich die Standzeit der Wendeschneidplatten um ein Vielfaches.
Zum Einsatz kommt bei Schaller nur eine Variante des Wirbelkopfes mit Schneidplattensitzen für die Wendeschneidplatte des Typs S302. „Wir müssen für die verschiedenen Gewinde nur die Schneidplatten wechseln“, so Gawatsch. Das dreischneidige System S302 setzt man bei Horn hauptsächlich beim Wirbeln ein. Die Fertigungspräzision beim Schleifen der Schneideinsätze ist hoch. Die drei Schneiden unterliegen beim Drehen eine Längentoleranz von unter 0,005 mm. Dies stellt die hohe Rundlaufgenauigkeit des Gesamtsystems, die hohe Wechselgenauigkeit beim Drehen der Schneidplatten sowie die daraus resultierende hohe erreichbare Oberflächengüte sicher. „Das Schneidenprofil des Systems S302 lässt sich auf fast jeden Sonderwunsch des Anwenders anpassen. Egal ob für eingängige oder mehrgängige Gewinde“, beschreibt Rümpelein.
Das Wirbelverfahren ist bereits seit 1942 bekannt und unterlag lange Zeit keinen wesentlichen Weiterentwicklungen. Das konventionelle Gewindewirbeln ist ein Verfahren, das vorwiegend auf Langdrehmaschinen zur Fertigung von Knochenschrauben aber auch in größerer Dimension für die Herstellung von Gewindespindeln eingesetzt wird. Im Prozess wird der schnell rotierende Wirbelkopf exzentrisch zur Werkstückachse vor der Führungsbuchse des Langdrehers angestellt und das rotierende Werkstück mit einer axialen Vorschubbewegung in den Wirbelkopf geführt. Der Wirbelkopf ist hierbei um den Gewindesteigungswinkel eingeschwenkt.

Eine erfolgreiche Zusammenarbeit: Peter Rümpelein (Horn) im Gespräch mit Nicole Gawatsch und Dominik Weininger (beide Schaller).Quelle: HORN/Sauermann


Über uns praxis-und-prudukte






Meistgelesen

Lesen Sie auch




