

Die Zukunft bei Wendeschneidplatten heißt HiPIMS

Die Welt der Zerspanung ist im Wandel. Mit dem Übergang vom Verbrennungsmotor zu alternativen Antrieben reduziert sich die klassische Automobilherstellung als wichtigstes Standbein für viele Zerspaner und Werkzeughersteller enorm. Es gilt, neue Märkte zu gewinnen, wie zum Beispiel den Werkzeug- und Formenbau, die Schwerzerspanung, die Luft- und Raumfahrt sowie ebenfalls die Elektromobilität. Diese Märkte sind jedoch schon jetzt hart umkämpft. Nur wer sich deutlich von anderen abhebt und in puncto Performance überzeugt, wird sich hier durchsetzen. CemeCons Beitrag für leistungsstarke Lösungen: HiPIMS-Beschichtungen.

Inka Harrand, Produktmanagerin Cutting Inserts bei CemeCon: „HiPIMS ist die Zukunft bei der Beschichtung von Wendeschneidplatten.
Daran kommt niemand vorbei.“ Foto: CemeCon AG
Bessere Performance, schnellere Bearbeitung und höhere Prozesssicherheit sind der Schlüssel zu gesteigerter Produktivität und damit zu neuen Märkten. Die Schichtwerkstoffe FerroCon®, InoxaCon® und AluCon® verschaffen Anwendern und Werkzeugherstellern genau diese Vorteile – ob bei Standardanwendungen oder anspruchsvollen Bearbeitungsaufgaben. Sie sorgen für hervorragenden Spanfluss und gleichzeitig bessere Oberflächengüten. Die KSS-Menge kann reduziert und oft können auch die Zerspanparameter deutlich angehoben werden. Zudem sind die Standzeiten länger und damit auch die Rüstintervalle. Solche Produktionsvorteile sind die besten Argumente, um neue Kunden und Märkte für sich zu gewinnen.
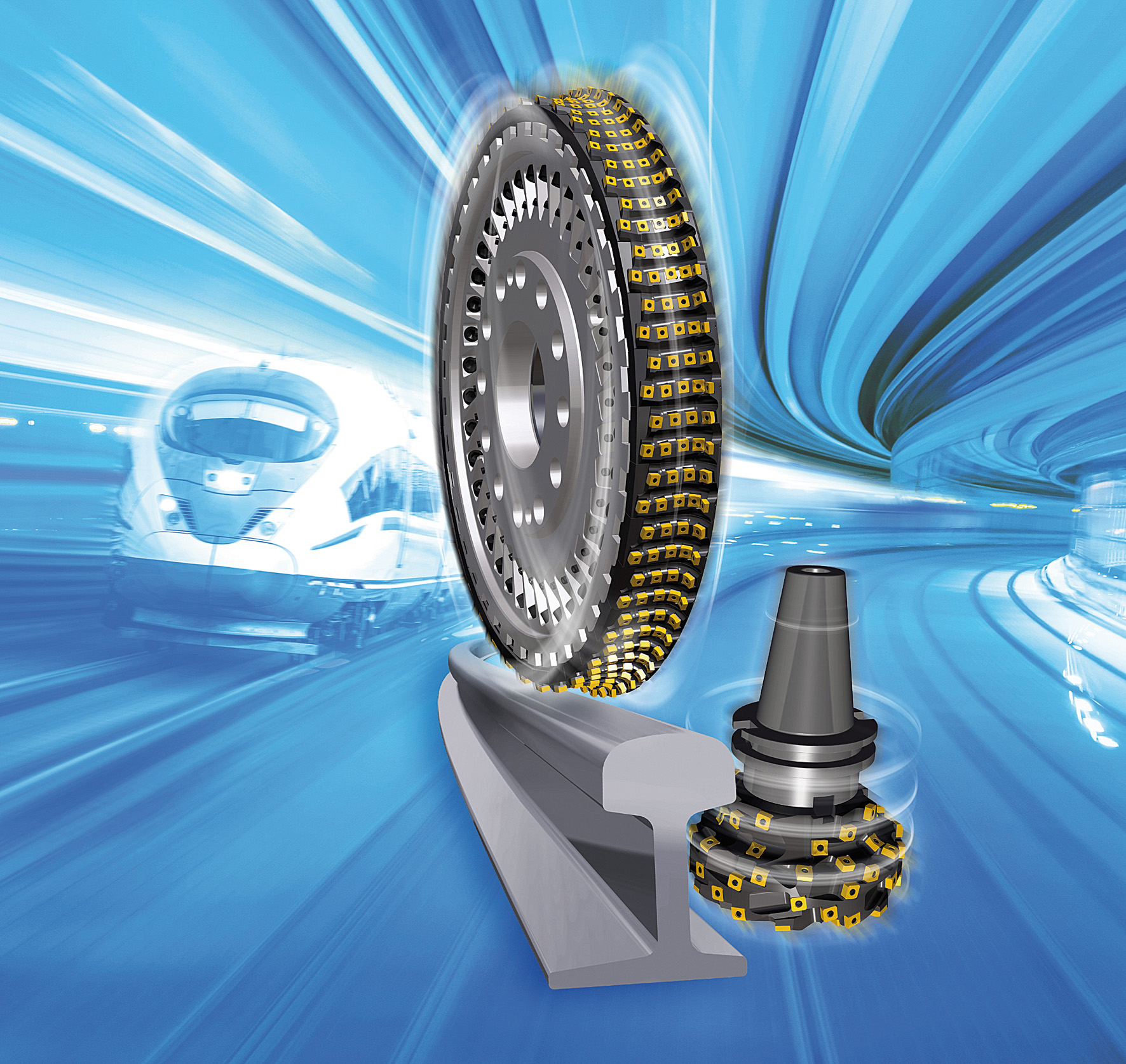
HiPIMS-Beschichtungen eröffnen neue Märkte, wie zum Beispiel die Schwerzerspanung. Foto: Böhlerit GmbH & Co. KG
Im Werkzeug- und Formenbau punkten
Der Rückgang des Automobilgeschäfts ist auch für Werkzeug- und Formenbauer eine Herausforderung. Sie müssen sich nun breiter aufstellen und neue Branchen gewinnen. Um eine Spitzenposition im globalen Wettbewerb zu halten, ist eine ein absolutes Muss.
Eine der wichtigsten Technologien im Werkzeugbau ist das Fräsen, denn diese Technologie liefert bei hoher Produktivität und Flexibilität qualitativ hochwertige Ergebnisse. Gefragt sind innovative Werkzeuglösungen für Werkzeug- und Formenbauer. „FerroCon® mit 6 µm Schichtdicke und FerroCon®Quadro mit beeindruckenden 12 µm Schichtdicke sind wie geschaffen für die Schruppbearbeitungen an Formen aus Stählen. Dank der hohen Schichtdicke erreichen Wendeschneidplatten mit den HiPIMS-Beschichtungen ein sehr gutes Zeitspanvolumen, und dadurch erhöht sich automatisch die Produktivität“, so Inka Harrand, Produktmanagerin Cutting Inserts bei CemeCon.
Bei der Zerspanung von Titanlegierungen im Flugzeugbau sind mit den HiPIMS-Schichtwerkstoffen InoxaCon® und AluCon® deutliche Performancesprünge möglich. Foto: CemeCon AG
Ideal für die Schwerzerspanung
FerroCon® mit 6 µm und FerroCon®Quadro mit 12 µm Schichtdicke sind gerade auch in der Schwerzerspanung von Schienen, Weichen, Rohren und Kurbelwellen sowie beim Drehschälen von Guss und Eisenwerkstoffen erste Wahl, um das erforderliche maximale Verschleißvolumen zu erreichen. Denn bei solchen Schruppbearbeitungen entscheidet jeden Mikrometer mehr über die Wirtschaftlichkeit des Prozesses. Zum Beispiel bei der Wartung von Schienen: Mittels Fräsoperationen werden hier größere Schäden beseitigt und Schienen nahezu in ihren Neuzustand versetzt. Inka Harrand: „Hier sind Profilwerkzeuge mit maximaler Arbeitsgeschwindigkeit und Bearbeitungsqualität gefragt, bestückt mit meist sehr vielen Wendeschneidplatten. Durch höhere Schichtdicken verlängern sich ihre Standzeiten deutlich – der Schlüssel zur Wirtschaftlichkeit. Der Zusammenhang in solchen Anwendungen ist fast linear – und da kommen FerroCon® mit 6 µm Schichtdicke und FerroCon®Quadro mit 12 µm Schichtdicke ins Spiel.“
Beim Fräsen von 1.0503 (C45) mit einer Härte von 32 HRC (vc = 220 m/min, ap = 0,5 m/min, ohne Kühlung) beispielsweise erreichen die Wendeschneidplatten mit einer FerroCon®Quadro-Beschichtung eine Standzeit von 180 min. Verschiedene Wendeschneidplatten mit herkömmlichen Beschichtungen liegen mit 120 min, 95 min bzw. 65 min deutlich darunter.

Qualitätssicherung gehört bei CemeCon von Anfang an zum Beschichtungsprozess. Foto: CemeCon AG
Zukunftsmarkt Aerospace: Titanbearbeitung mit HiPIMS
Beim Flugzeugbau galt bisher aus Sicherheitsgründen, einmal qualifizierte Prozesse nicht mehr zu verändern. Dazu zählt auch die mechanische Bearbeitung. So sind die Verfahren und Werkzeuge oft schon sehr lange unverändert im Einsatz, aber aus heutiger Sicht ineffizient. Die vergangenen Jahre haben jedoch Flugzeughersteller und Zulieferer enorm unter Druck gesetzt. Um die Kosten zu senken und wirtschaftlicher zu produzieren, stehen die Prozesse nun an vielen Stellen auf dem Prüfstand. Das ist die Chance für Werkzeughersteller, mit leistungsstarken Lösungen in der Branche Fuß zu fassen.
Ein gutes Beispiel ist die Titanbearbeitung. Viele Bauteile eines Flugzeuges bestehen aus unterschiedlichen Titanlegierungen. Die Zerspanung des Leichtbaumaterials ist jedoch alles andere als einfach. Mit den HiPIMS-Schichtwerkstoffen InoxaCon® und AluCon® sind hier deutliche Performancesprünge möglich. Beim ölgekühlten Bearbeiten der hochfesten Titan-Aluminium-Legierung TiAl6V4 (vc = 100 m/min, fz = 0,06 mm, ae =
15,28 mm, ap = 0,8 mm, vb = 0,34) erreicht zum Beispiel die mit AluCon® beschichtete Wendeschneidplatte mit X-Geometrie einen Standweg von 14,48 m. Dies bedeutet eine Steigerung von mehr als 30 Prozent gegenüber dem TiAlSiN-beschichteten Werkzeug, welches nur 11 m Standweg hatte.

FerroCon® eignet sich besonders gut für die Zerspanung von unlegierten und legierten Stählen sowie Gusseisen. Den AlTiN-basierten HiPIMS-Schichtwerkstoff gibt es für Wendeschneidplatten in 3 µm und 6 µm Schichtdicke und als FerroCon®Quadro mit eindrucksvollen
12 µm Schichtdicke. Foto: CemeCon AG
Potenzial bei der E-Mobilität eröffnen
Für die E-Mobilität fallen weit weniger Zerspanaufgaben an als im klassischen Automobilbau. Gerade das ist ja der Grund, warum die Branche zunehmend für Zerspaner wegbricht. „Hinzu kommt, dass hauptsächlich Aluminiumlegierungen bearbeitet werden. Auf die Anforderungen abgestimmte Werkzeuge sind die Lösung, um sich hier Marktanteile zu sichern. AluCon®-beschichtete Wendeschneidplatten können hier eine gute Alternative zu unbeschichtetem Hartmetall darstellen“, ist Inka Harrand überzeugt. Beim Fräsen von Aluminium erhöht sich mit AluCon® beispielsweise die Standzeit von Wendeschneidplatten um 30 Prozent gegenüber unbeschichteten Wendeschneidplatten.

Zur Bearbeitung von rostfreien, hochlegierten Stählen, Titan, Nickelbasislegierungen und schwer zerspanbaren Materialien, wie Chrom-Kobalt empfiehlt CemeCon den TiAlSiN-basiert HiPIMS-Schichtwerkstoff InoxaCon®: Für Wendeschneidplatten ist er in den Schichtdicken von 3 µm und 6 µm erhältlich. Foto: CemeCon AG
Qualität garantiert!
Dabei gehören nicht nur die HiPIMS-Schichtwerkstoffe von CemeCon selbst zur Premiumklasse, auch die Qualität ist herausragend: Um den Kunden die bestmögliche Beschichtung immer in derselben Spezifikation und hohen Qualität zu liefern, schaut das CemeCon Team von Anfang an ganz genau hin, zum Beispiel auf die Kantenbeschaffenheit, mögliche Beschädigungen, den Verschmutzungsgrad und die Substratoberfläche. Denn diese Kriterien können Einfluss auf die Beschichtungsqualität haben. Dann werden die Parameter und Arbeitsschritte wie Schichtwerkstoff, Schichtdicke, Vorbehandlung, Finishing und noch einiges mehr exakt an das Werkzeug und die Anwendung angepasst.
Ist die abgestimmte Beschichtungslösung in der Serienproduktion angekommen, garantieren regelmäßige Überprüfungen zuverlässig eine gleichbleibend hohe Qualität. Alle Mitarbeiter der einzelnen Stationen überprüfen fortwährend die Arbeitsmaterialien, die einzelnen Prozessschritte sowie das Handling der Wendeschneidplatten bei jedem Arbeitsschritt. Stichprobenartige Ein- und Ausgangskontrollen an jeder Auftragsposition sind Bestandteil der Serienproduktion.
Dank gespiegelter Prozesse und Produktionen in den CemeCon Beschichtungszentren weltweit erhalten Werkzeughersteller übrigens überall die gleiche Beschichtungslösung in der gleichen Qualität wie in Deutschland.

Der TiB2-basierts HiPIMS-Schichtwerkstoff AluCon® mit 2 µm Schichtdicke ist ideal für die Zerspanung von für Aluminium, Titan, Kupfer und weiteren NE-Metallen.Foto: CemeCon AG

Über uns praxis-und-prudukte







Lesen Sie auch




