

Hochpräzises 3Achs-Fräsen und –Koordinatenschleifen

In vielen industriellen Einsatzbereichen ist ein doppelter Trend zu beobachten: Gefordert werden Bauteile mit größeren Abmessungen bei zugleich erhöhten Ansprüchen an Genauigkeit und Oberflächengüte. Dies betrifft nicht nur den Werkzeug- und Formenbau, sondern auch weitere Hightech-Anwendungsgebiete wie den Maschinenbau, die Elektronik- und Messtechnikbranche oder die Medizintechnik. Wie ging ein mittelständischer Werkzeugmaschinenhersteller an die Entwicklung einer Maschine für solche Aufgaben heran?
“Unser neues Fräsbearbeitungszentrum RXU 2000 kann selbst besonders großformatige Bauteile mit höchster Präzision bearbeiten“, sagt Dipl.-Ing. Jürgen Röders, Geschäftsführer der Röders GmbH in Soltau. Das hierfür neu entwickelte 3Achs-Fräs- und Schleifbearbeitungszentrum RXU 2000 verfügt über einen Arbeitsraum von 2.000 x 1.800 x 800 mm und erreicht darin Stichmaß-Genauigkeiten unter 5 µm sowie Rundheiten von 1-2 µm je nach Bohrungsgröße. Die Tischbelastbarkeit liegt bei 5 t. Entsprechend der Firmenphilosophie des Unternehmens wurde hierbei darauf Wert gelegt, dem Anwender ungeachtet der hohen Zerspanungsleistung des Systems auch ein größtmögliches Maß an Präzision des Arbeitsergebnisses zu bieten. Angesichts der Abmessungen und der hohen Maschinenleistung sei dies eine echte Herausforderung gewesen.

„Aufgrund unserer Erfahrung im Werkzeug- und Formenbau bauen wir unsere Maschinen so, dass sie auch sehr harte Werkstücke mit hoher Leistung zerspanen können“ Dipl.-Ing. Jürgen Röders. (Foto: Klaus Vollrath)
Hartbearbeitung ist Trumpf
„Aufgrund unserer Erfahrungen im Werkzeug- und Formenbau bauen wir unsere Maschinen so, dass sie auch sehr harte Werkstücke mit hoher Leistung zerspanen können“, weiß J. Röders. Die Standard-Spindel der RXU 2000 hat deshalb ein Drehmoment von 101 Nm bei 22.000 UPM. Je nach Anwendung können aber auch Spindeln bis 80.000 UPM eingesetzt werden, dann natürlich mit reduzierter Schruppleistung. Im Vergleich zur herkömmlichen Philosophie, Werkstücke erst weich vorzubearbeiten, um sie anschließend zu härten und erst danach zu finishen, bietet dies erhebliche Vorteile. Zum einen werden Zeit und Kosten gespart, denn das Werkstück muss nur einmal auf die Maschine. Auch können so Transportaufwendungen sowie Zeitverzögerungen durch eine zwischengeschaltete Vergütungsbehandlung komplett entfallen. Mit Blick auf hohe Genauigkeitsanforderungen ergibt sich als zusätzlicher Vorteil, dass der beim Härten auftretende Verzug der Werkstücke vermieden wird. Dieser Verzug bedingte bei der alten Bearbeitungsstrategie zusätzliche Kosten durch Sicherheits-Aufmaße bei der Weichbearbeitung, die dann im harten Zustand kostentreibend abgespant werden mussten.
Weiterer wesentlicher Vorteil des Maschinenkonzepts ist, dass die Anlage sowohl zum Fräsen als auch zum Schleifen eingesetzt werden kann. Beim Schleifen sind neben dem Koordinatenschleifen zudem noch Varianten wie Profilschleifen möglich. Da alle Arbeitsgänge in der gleichen Aufspannung erfolgen, sind keine Abweichungen durch Abspannen und erneutes Aufspannen zu befürchten: Das Teil kommt fix und fertig mit Messprotokoll aus der Maschine. Zudem lassen sich durch Vermessen in der gleichen Aufspannung kleinere Maßabweichungen, die nach dem Schruppen festgestellt werden, beim Schlichten noch ausgleichen.
Quadroguide und Linear-Direktantriebe für erhöhte Steifigkeit
„Um die hohen Belastungen beim Schruppen dauerhaft aushalten zu können, wurden sowohl die Z- als auch die Y-Achse im Quadroguide-Design ausgeführt“, erläutert J. Röders. Bei diesem Konzept verfügt die Z-Achse nicht wie üblich über lediglich zwei, sondern über gleich vier Führungsschienen in allen vier Ecken. Dies erhöht die Steifigkeit und Robustheit dieser Achsen in erheblichem Maße. Weiteres wesentliches Ausstattungsmerkmal sind präzise und zugleich hochdynamische Linear-Direktantriebe in allen drei Achsen. Diese spielten ihr Potenzial voll durch die einzigartige Röders Steuerung aus, die mit 32 kHz-Reglern kleinste Abweichungen aufgrund von Bearbeitungs-, Massen- oder Reibungskräften schnell und präzise ausregelt.
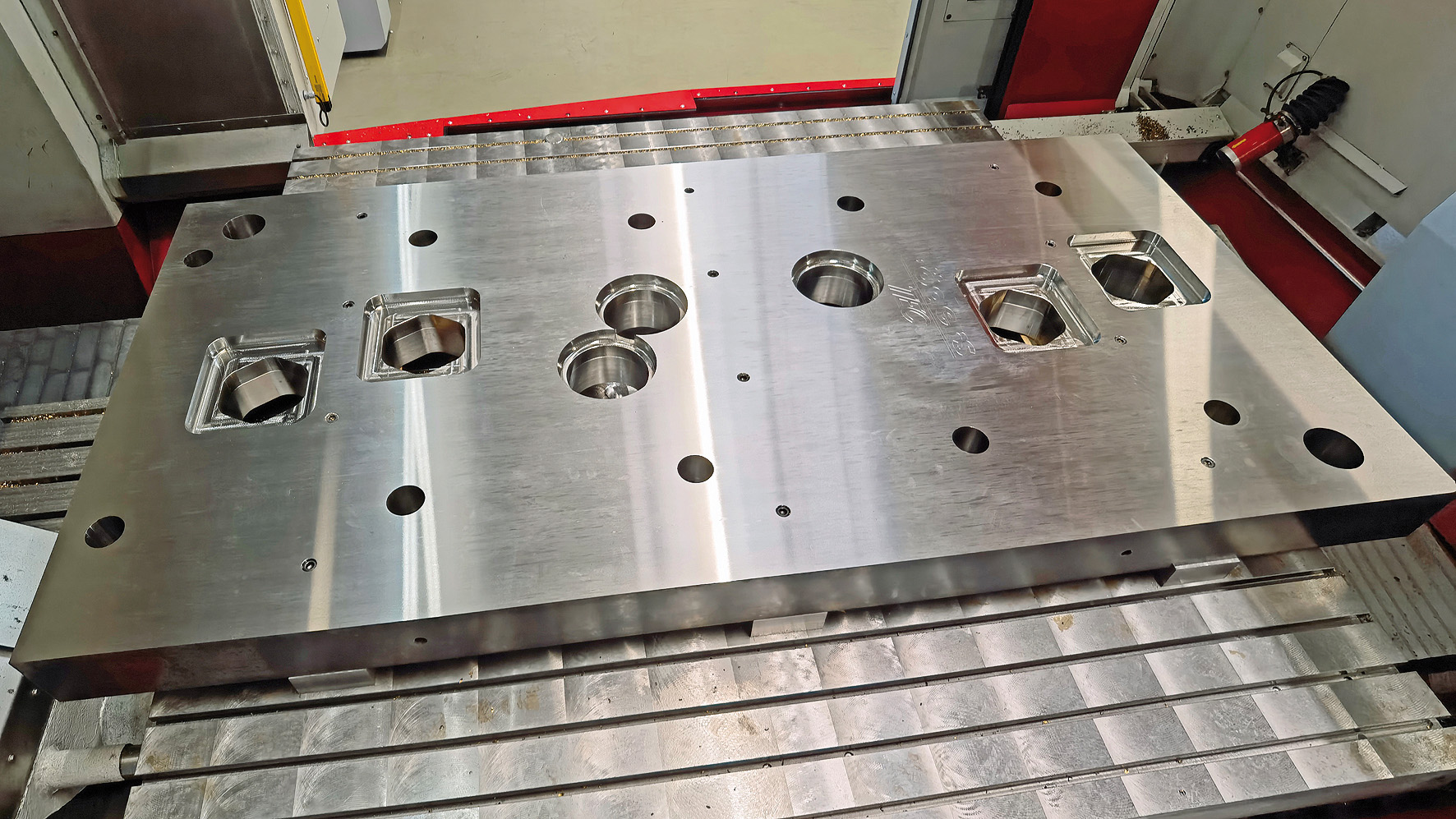
Grundplatte für ein Folgeverbund-Stanzwerkzeug aus X33CrS16 (1.2085) mit einer Härte von 48 HRC als Demonstrationswerkstück. (Foto: Klaus Vollrath)
Da Wärme der Feind der Präzision ist…
„Für unsere AMB-Messepräsentation haben wir ein auf 48 HRC vergütetes Werkstück aus dem Chromstahl X33CrS16 (1.2085) gewählt“, ergänzt J. Röders. Die damit realisierte Geometrie ist der einer realen Grundplatte für ein Folgeverbund-Stanzwerkzeug nachempfunden, die mit Standardwendeplattenwerkzeugen geschruppt und mit Schleifwerkzeugen von Krebs & Riedel hochpräzise fertiggeschliffen wird. Dieser Stahl hat im Bereich der Raumtemperatur einen Wärmeausdehnungskoeffizienten von etwa 10,5 µm/(m * K). Die Diagonale eines flachen Werkstücks mit den Abmessungen der Tischfläche würde demnach bei einer Temperaturerhöhung um 1 K um fast 30 µm zunehmen. Andersherum gesehen darf sich zur Einhaltung der zugesicherten Stichmaßgenauigkeit von 5 µm die Temperatur des Werkstücks um höchstens 0,15 K ändern. Dabei werden im vergleichsweise kleinen Arbeitsraumvolumen von ca. 3 m3 allein schon seitens der Frässpindel bis zu einige kW Leistung umgesetzt. Hinzu kommen die Linearmotoren der drei Hauptachsen. Um die Temperatur von Werkstück und Arbeitsraum unter diesen Bedingungen bei langen Bearbeitungszeiten auf maximal 0,1 K stabil halten zu können, habe man tief in die Trickkiste greifen müssen.

Die Standardspindel (101 Nm, 22.000 UPM) beim Fräsen des Probewerkstücks mit einem Messerkopf mit 52 mm Ø. (Foto: Klaus Vollrath)
…wurde die Temperierung vielfach gestaffelt…
„Die RXU 2000 verfügt deshalb über eine ganze Reihe unterschiedlicher Temperierkreisläufe, die alle auf 0,1 K gehalten werden“, verrät J. Röders. Besondere Aufmerksamkeit galt vor allem der Spindel sowie den Linearantrieben, die deshalb über leistungsfähige Primärkühlkreisläufe verfügen, um die dort entstehende Erwärmung möglichst schnell und direkt abzuführen. Darüber hinaus werden die entscheidenden Elemente nochmals durch zusätzliche „Wärmefallen“ von den umgebenden Konstruktionselementen wie Achsen oder Maschinenbett thermisch getrennt. So wird verhindert, dass die nicht von der Primärkühlung aufgefangene Wärme in die Grundkonstruktion eindiffundieren kann. Über eigene Kühlkanäle verfügt darüber hinaus auch das massive Maschinenbett aus vorgespanntem UHPC-Beton (Ultra High Performance Concrete), einem Hightech-Material, das unter anderem bei höchst belasteten Brückenkonstruktionen eingesetzt wird. Im Vergleich zu den oft verwendeten Maschinenbetten aus Mineralguss weist dieses Material keinen Kunststoffanteil auf und ist deshalb deutlich formbeständiger.
„Dieser Aufbau ist bei uns bewährte Technik und führt auch bei den anderen Maschinenmodellen von uns zu optimaler thermischen Stabilität“, so J. Röders. „Die besondere Herausforderung bei der RXU2000 war die neue Größenordnung, mit der dies umgesetzt werden musste.“
…auch über Schleiföl und Luftumwälzung
„Weitere Maßnahme zur thermischen Stabilisierung ist die Verwendung von Schleiföl anstelle von KSS-Emulsionen auf Wasserbasis“ merkt J. Röders an. Nachteil der KSS-Gemische ist das darin enthaltene Wasser, das in kaum kontrollierbarer Weise verdunstet und dadurch die Temperaturstabilität im Inneren des Arbeitsraums massiv beeinträchtigt. Das durch einen eigenen Kreislauf auf stabiler Temperatur gehaltene Schleiföl trägt erheblich zur Vergleichmäßigung der Temperaturverhältnisse im Werkstück und in der Maschine bei. Als Tüpfelchen auf dem „i“ verfügt die RXU 2000 zudem noch über eine Umlufttemperierung des Arbeitsraums. Dazu wird Luft aus der Halle angesaugt, exakt auf die im Arbeitsraum gewünschte Temperatur eingestellt und dann durch die Maschine geblasen. Vor dem Austritt in die die Halle wird sie selbstverständlich noch gefiltert.

Doppelte Funktion: Neben Fräsern und Bohrern kommen auch Schleifstifte und -räder, bei dieser Anwendung von Krebs & Riedel, zum Einsatz. (Foto: Klaus Vollrath)
Messen und kompensieren
„Ungeachtet all dieser Maßnahmen zur Temperierung gilt, dass genaue Arbeitsergebnisse nur durch ständiges Messen sichergestellt werden können“, bilanziert J. Röders. Deshalb verfügt die RXU nicht nur über einen einwechselbaren Messtaster, sondern auch über zahlreiche weitere Hilfsmittel wie Referenzkörper, Messlaser für die Werkzeuge, Körperschalldetektoren mit Diamantflächen für die Anschlifferkennung sowie eine Abrichtspindel für die Schleifwerkzeuge. Dank der Summe der genannten Maßnahmen „stehe“ der Maschinennullpunkt der RXU 2000 selbst bei Jobs von mehr als zehn Stunden Dauer. Im Ergebnis erhalte man Werkstücke mit herausragender Maßgenauigkeit. „Eine erste RXU 2000 haben wir übrigens bereits Ende 2021 ausgeliefert. Der Kunde ist so zufrieden, dass er bereits über die Beschaffung einer weiteren Anlage nachdenkt“, freut sich J. Röders.

Die Lasereinheit zur Werkzeugvermessung ist nur eine von zahlreichen Messeinrichtungen, mit deren Hilfe die Anlage sich selbst überwacht und die Zerspanprozesse optimiert. (Foto: Klaus Vollrath)

Unscheinbar aber mit großer Wirkung: Unterhalb der Löscheinrichtung befinden sich die Einlässe für die temperierte Hallenluft.
(Foto: Klaus Vollrath)

Über uns praxis-und-prudukte






Meistgelesen

Lesen Sie auch




