

Mit modularem High-End-Werkzeugsystem zum perfekten Ventilsitz
Die Zerspanung des Zylinderkopfs gilt als Königsdisziplin in der Motorenproduktion. Insbesondere die Ventilsitzbearbeitung stellt extrem hohe Ansprüche an die eingesetzten Werkzeuge. Es gilt, die hohen Anforderungen an die Form- und Lagetoleranzen zwischen Ventilsitzring und Ventilführung zu erfüllen sowie die enge Winkeltoleranz der Dichtfase am Ventilsitzring ebenso einzuhalten, wie die Rundheitsvorgaben und Durchmessertoleranz in der Ventilführung. Zusätzlich stellen die anspruchsvollen Materialien von Ventilsitzring- und Ventilführung höchste Anforderungen an Schneidstoff und Schneidengeometrie. Um die hohen Präzisionsanforderungen auch wirtschaftlich erfolgreich zu meistern, hat CERATIZIT ein neues, modulares High-End-Werkzeugsystem entwickelt.
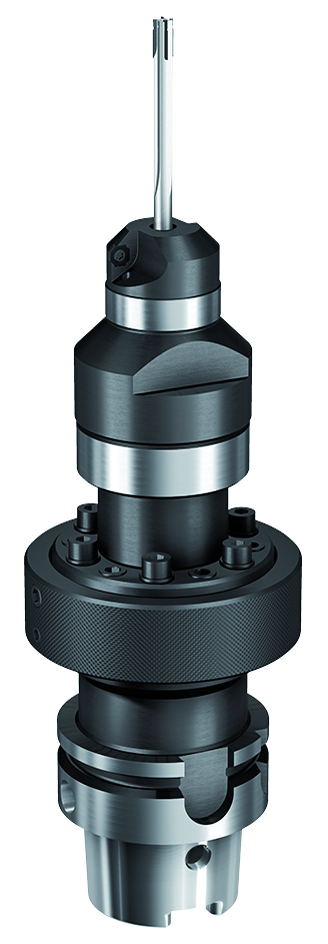
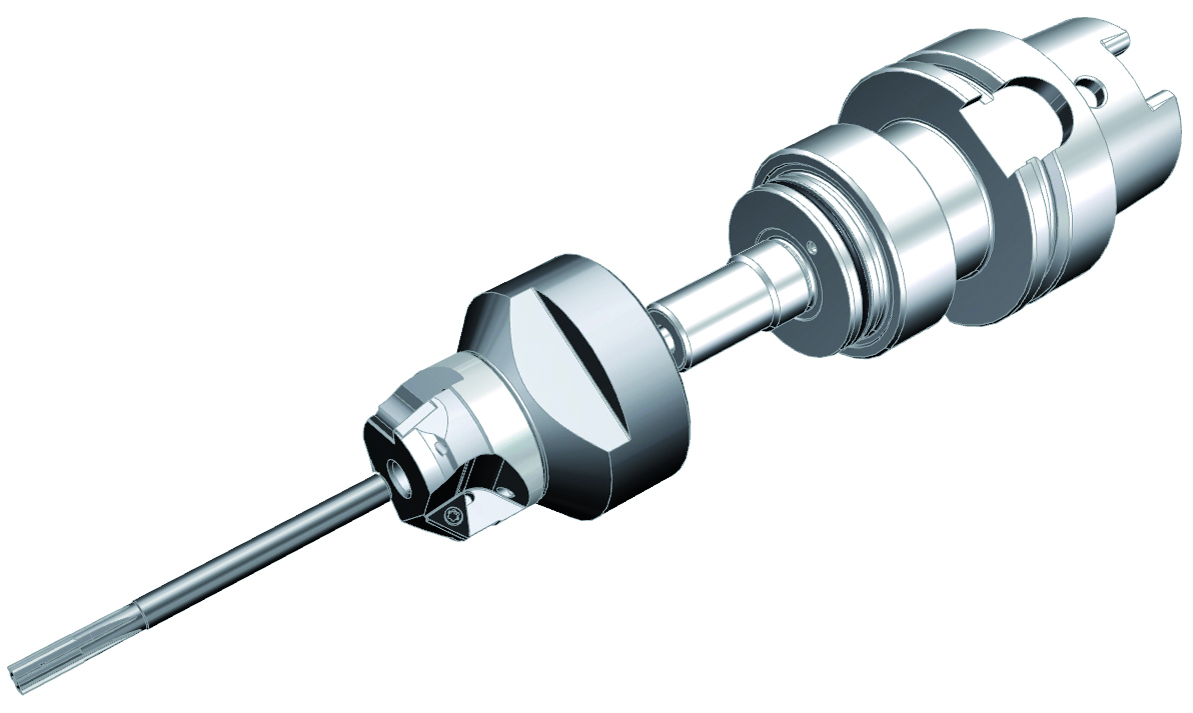
Das neue CERATIZIT-Werkzeugsystem zur hochpräzisen, wirtschaftlichen Ventilsitzbearbeitung besteht aus zwei ähnlich aufgebauten Multifunktionswerkzeugen: je eines zum Semi-Finishen von Ein- und Auslass mit einer Pilotreibahle für die Ventilführung und Schneiden für den Ventilring; je ein zweites dient der Finishbearbeitung von Ein- und Auslass mit einer Finish-Reibahle und einer Schlichtschneide für die Dichtfase am Ventilring.
Jedes dieser Werkzeuge ist modular aus Standard- und Semi-Standard-Komponenten aufgebaut, die kurze Lieferzeiten garantieren. Es besteht aus einem Hydrodehn-Doppelspannfutter mit einem (DAH)-Ausgleichshalter, mit dem sich Rundlauf- und Winkelfehler direkt auf der Maschine ausgleichen lassen. Somit kann das Werkzeugsystem maschinenseitig mit allen gängigen Spindelanbindungen, wie z.B. HSK, ISO-Steilkegel, MAS-BT, CAT, etc. ausgestattet werden. Eine HSK-A63 Mono-Variante des Hydrodehn-Doppelspannfutters ist ebenfalls verfügbar. Weiterer Bestandteil ist ein Schneidenträger mit Festplattensitzen, die mit dreischneidigen CBN-Fullface-Wendeschneidplatten bestückt werden. Für die Bearbeitung der Ventilführung kommt eine sechsschneidige Vollhartmetall- oder PKD-Reibahle zum Einsatz. Die Hydrodehn-Doppelspannung von Reibahle und Schneidenträger sorgt für qualitativ hochwertige Bearbeitungsergebnisse – prozesssicher und wiederholbar.
Das Handling des neuen CERATIZIT-Werkzeugsystems ist einfach, und durch das hierfür hochpräzise und spezialisierte Fertigungsverfahren geht der Einstellaufwand gegen Null, was wiederum Ausschuss und Nacharbeit reduziert. Durch den modularen Aufbau ist das Werkzeugsystem zur Ventilsitzbearbeitung zudem besonders wirtschaftlich. Denn wenn sich im Projektstadium Änderungen am Ventilsitzring ergeben, muss nicht das komplette Werkzeug ersetzt werden. Es genügt, den Schneidenträger auszutauschen, wofür nur etwa ein Drittel der Gesamtkosten anfallen.
Auch für Folgeprojekte ergibt sich ein Kostenvorteil: Denn selbst wenn für ein neues Zylinderkopfmodell neue Reibahlen und Schneidenträger beschafft werden müssen, lassen sich die Hydrodehn-Doppelspannfutter weiterverwenden – was immerhin ein Drittel der Werkzeugkosten einspart.
Leistungsdaten des Werkzeugsystems in der Serienfertigung
Semi-Finish Einlass:
S= 6370 U/min, F= 1530 mm/min (Ventilführung)
S= 1010 U/min F= 101 mm/min (Ventilsitzring)
Semi-Finish Auslass:
S= 6370 U/min, F= 1530 mm/min (Ventilführung)
S= 1360 U/min F= 116 mm/min (Ventilsitzring)
Finish Einlass:
S= 6370 U/min, F= 1530 mm/min (Ventilführung)
S= 1000 U/min F= 100 mm/min (Ventilsitzring)
Finish Auslass:
S= 6370 U/min, F= 1530 mm/min (Ventilführung)
S= 1650 U/min F= 165 mm/min (Ventilsitzring)
Ergebnisse:
Koaxialität Ventilsitzring zu Ventilführung => innerhalb 26 µm
Rundheit Ventilführung => innerhalb 4 µm
Dichtfase am Ventilring => innerhalb 0,1°
Matthias Otto, Projektleiter und Ideengeber für die Neuentwicklung:
Aus früherer Erfahrung im Werkzeugmanagement der Automotive-Branche war das Einstellen der Ventilsitzwerkzeuge schon immer ein notwendiges Übel, zeitaufwendig und auch mit Fehlerpotential behaftet. Denn wo etwas eingestellt werden muss, können auch Fehler passieren. Deshalb war mein Ziel, ein Werkzeugsystem mit Festplattensitzen und ohne Einstellaufwand in der Entwicklung zu platzieren.
Der modulare Aufbau aus Hydrodehn-Doppelspannfutter, wechselbarem Schneidenträger und Reibahle bietet weitere Vorteile, wie Kosten- und Zeitersparnis im Projektgeschäft und höchster Präzision des Werkzeugsystems mit Plug & Play Lösung. Auch der Gedanke, möglichst dieselben Komponenten an den Werkzeugen für Einlass und Auslass zu verwenden, konnte realisiert werden.

Über uns einschneidend






Meistgelesen

Lesen Sie auch




