

VIER SCHNEIDEN FÜR EINE STATORBOHRUNG

Um Drehkonturen auf Bearbeitungszentren zu realisieren, sind Aussteuerwerkzeuge das Mittel der Wahl. Wenn es darum geht, Statorbohrungen von Elektromotoren zu bearbeiten, sind dabei bisher Werkzeuge mit Wendeschneidplatten und Feinbohrwerkzeuge Stand der Technik. MAPAL hat ein komplexes, vierschneidiges Aussteuerwerkzeug entwickelt, um das Lösungsportfolio für die Statorbohrung abzurunden.
Einen hochproduktiven Bearbeitungsprozess für die Serienfertigung von Statorgehäusen für Elektromotoren hat MAPAL mit der Expert-Solution beschrieben. Dreistufig aufgebaut mit Vorbearbeitung, Semi-Finish und Fertigbearbeitung, Bearbeitungsdurchmessern von mehr als 220 mm und HSK100-Schnittstelle bietet die Lösung Produktivität und Präzision bei kurzen Taktzeiten. Teil dieser Lösung ist ein komplexes Aussteuerwerkzeug.
„Mit einem Aussteuerwerkzeug kann die Innenbearbeitung der Bohrung auf einem Bearbeitungszentrum erfolgen, eine Drehbearbeitung ist nicht mehr nötig“, sagt Oliver Müller, Mitarbeiter im Customer Service beim MAPAL Kompetenzzentrum für Aussteuerwerkzeuge. Die komplette Bearbeitung erfolgt so in einer Aufspannung. Die einzige Voraussetzung für den Einsatz von Aussteuerwerkzeugen ist eine Spindel mit Zugstange, eine sogenannte U-Achse im BAZ.
„Wir waren von Beginn an mit unseren Werkzeugen bei der Zerspanung der entsprechenden Bauteile für elektrisch angetriebene Fahrzeuge an der Seite unserer Kunden. Heute unterstützen wir sie vor allem dabei, die Flexibilität zu erhöhen und trotzdem prozesssicher mit geringen Taktzeiten zum optimalen Bauteil zu gelangen“, erläutert Müller. Mehr Flexibilität erreicht das Aussteuerwerkzeug, indem es bei unterschiedlichen Konturzügen in der Bohrung eine schnelle und µm-genaue Bearbeitung gewährleistet.
In einem konkreten Beispiel wird ein dünnwandiges Statorgehäuse mit einer 220 mm großen Statorbohrung auf einem Bearbeitungszentrum mit HSK100-Schnittstelle bearbeitet. „Die Bearbeitung der Statorbohrung mit Werkzeugen mit Wendeschneidplatten und Feinbohrwerkzeugen ist der Stand der Technik und diese haben sich auch schon in vielen Einsätzen bewährt. Um jedoch bei schneller Bearbeitung mehr Flexibilität zu erhalten, haben wir in Zusammenarbeit mit Maschinenherstellern und Kunden ein Aussteuerwerkzeug mit vier Schiebern entwickelt“, erläutert Müller. Vier Planschieber, die mit ISO-Schneiden bestückt sind, werden über die Zugstange gesteuert und übernehmen sowohl die Vor- als auch die Fertigbearbeitung. Da die Gehäuse aus Aluminium gefertigt sind, kommen PKD-Schneiden zum Einsatz. Nach der Bearbeitung werden die Schneiden eingesteuert und das Werkzeug im Eilgang aus dem Gehäuse gefahren. Eine zusätzliche Einsparung an Taktzeit ohne Gefahr, die zuvor erzeugte Oberfläche zu beschädigen. Diese Lösung ist besonders produktiv und fokussiert auf hohe Qualität, deshalb ist sie im MAPAL Lösungsportfolio im Bereich Expert-Solution eingeordnet.
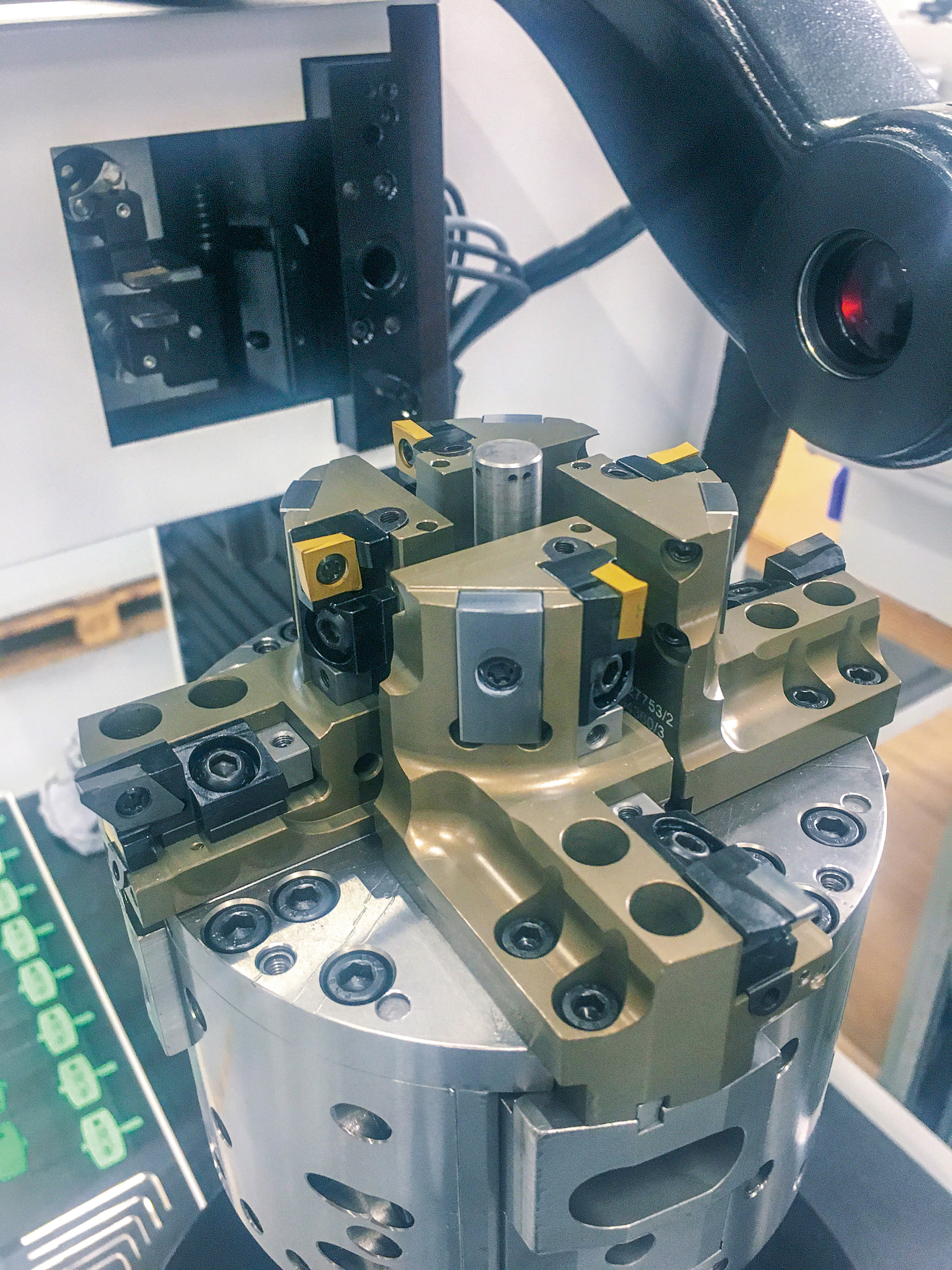
Hochpräzise Einstellung der Schneiden mit dem UNISET-V von MAPAL. ©MAPAL
Jeder der vier Schieber des 22,5 kg schweren Werkzeugs hat einen Planhub von 20 mm – im Durchmesser können die Schneiden also 40 mm ausgefahren werden. Bei der Bearbeitung kompensiert die Zugstange zudem direkt den Verschleiß – das macht die Bearbeitung besonders prozesssicher. Um die Taktzeiten noch weiter zu verkürzen, ist das Aussteuerwerkzeug als Kombinationswerkzeug ausgelegt. Neben der Bearbeitung der Statorbohrung wird die Stahlbuchse mit vier Hartmetallschneiden vorbearbeitet.
„Die Toleranz der großen Bohrungen ist auf IT6-Qualität festgelegt. Daraus erschließt sich, wie genau unsere Werkzeuge hergestellt, montiert und eingestellt werden müssen. Die vier Schneiden müssen µm-genau zusammenarbeiten“, so Müller.
Und so sind erfahrene Monteure im MAPAL Kompetenzzentrum mit den Aussteuerwerkzeugen betraut. Oliver Müller erläutert: „Die Montage dieser komplexen Werkzeuge ist mit der Uhrmacherkunst vergleichbar.“ Zwei bis vier Wochen dauert es, bis ein Werkzeug fertig montiert ist. Um die Werkzeuge vor Ort beim Kunden präzise einstellen zu können, liefert MAPAL auch das passende Sondereinstellgerät. Eine Sonderanfertigung auf Basis des UNISET-V ist – wie das Bearbeitungszentrum – mit einer zusätzlichen Achse ausgestattet.
Nicht nur die Schnittdaten und die erzeugte Oberfläche mit Rz < 6,3 µm, auch die Standzeiten der Schneiden überzeugen in der Praxis. Die PKD-Schneiden bearbeiten 3.600 Bauteile, bevor sie gewechselt werden müssen, die Hartmetallschneiden 600 Bauteile. „Unsere Kunden sind sehr zufrieden mit den Werkzeugen“, freut sich Oliver Müller. Denn: „Die Gehäuse werden häufig noch weiterentwickelt, die Konturen leicht verändert. Darauf können wir mit den Aussteuerwerkzeugen ohne großen Aufwand und ohne Änderung des Werkzeugs reagieren.“

Erläutern die technischen Besonderheiten des Aussteuerwerkzeugs für Statorbohrungen (v. l.): Anwendungstechniker Jürgen Utz und Customer Service Mitarbeiter Oliver Müller vom MAPAL Kompetenzzentrum Aussteuerwerkzeuge. ©MAPAL

Über uns einschneidend







Lesen Sie auch




