
Kein händisches Entgraten mehr
Projektoptimierung bei ElringKlinger Kunststofftechnik GmbH in Heidenheim bei der Herstellung von Kunststoff-Schraubkappen
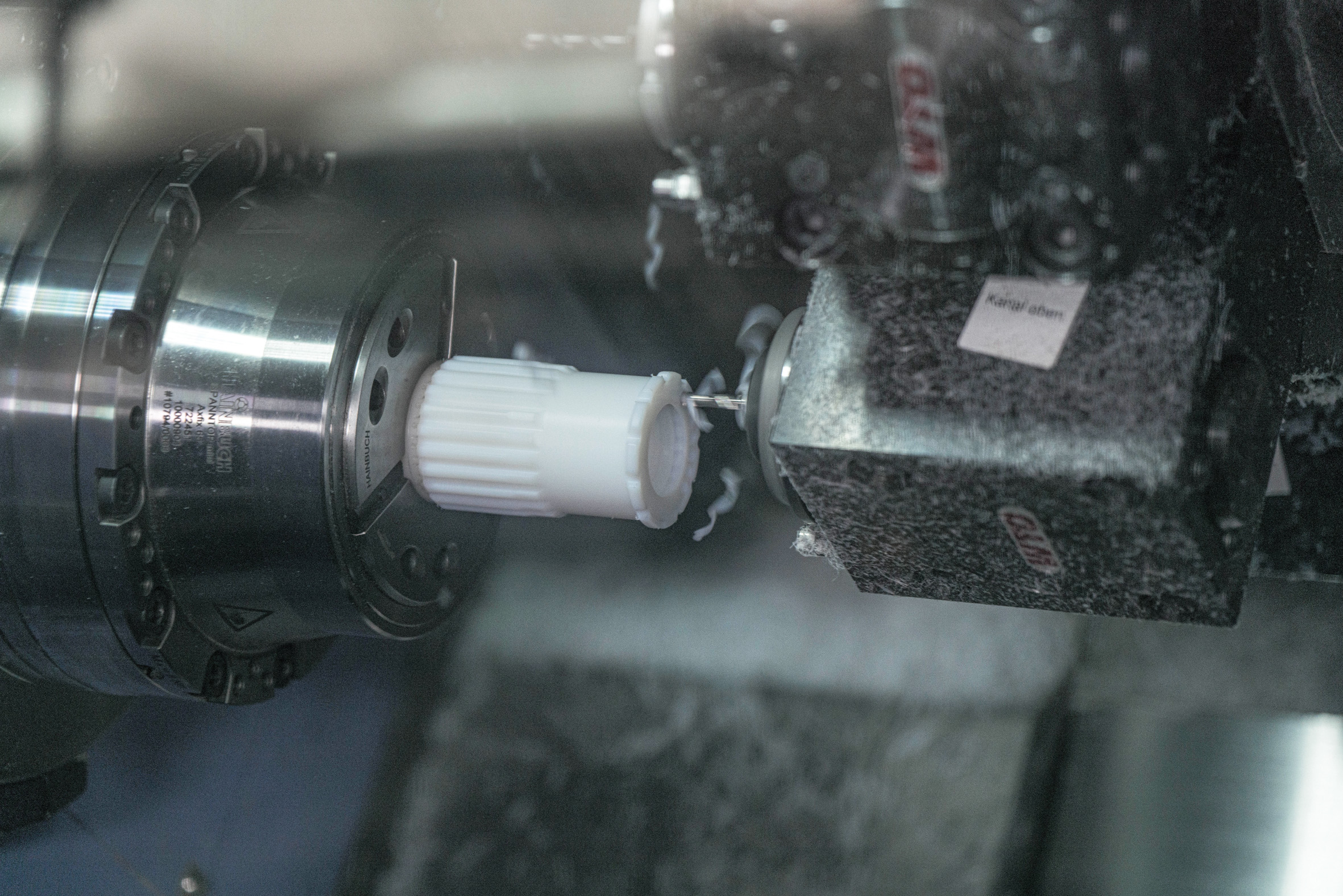
Die Bearbeitung von Kunststoffen wird nicht nur beim Thema Leichtbau immer wichtiger. Einige Kunststoffe haben gegenüber Metall ganz klare Vorteile, vor allem wenn Beständigkeit und Korrosionsschutz gefragt sind. Ebenso reagieren sie nicht mit Wasser, Säuren oder Laugen, wodurch sich diese Materialien hervorragend für den Einsatz in der Medizintechnik oder, im Beispiel von ElringKlinger, für den Einsatz in analytischen Instrumenten eignen. Der Spezialist für die Bearbeitung von Kunststoffen holte sich für ein neues Projekt das zusätzliche Know-How des Entgratspezialisten KEMPF aus Reichenbach-Fils, um die Komplettfertigung von speziellen Schraubkappen zukünftig rein maschinell auszuführen.
Mit Übernahme eines Kunststoffverarbeitungsbetriebs im Jahr 2001 hat ElringKlinger nicht nur den Standort in Heidenheim sukzessive aufgebaut, sondern auch das eigene Produkt- und Dienstleistungsportfolio im Bereich der Kunststoffherstellung und -zerspanung erweitert. Mit aktuell 134 Mitarbeitern in Heidenheim gehört dieser Standort zwar zu den Kleineren, jedoch nimmt das Gewicht dieser Sparte immer mehr zu. Auf Grund bestimmter Vorgaben und Vorteile, die dieser Werkstoff bietet, werden immer mehr Bauteile aus Kunststoff gefertigt, sodass sich die ElringKlinger Kunststofftechnik GmbH vor allem auf die Bearbeitung von PTFE Hochleistungskunststoffen (Polytetrafluorethylen) spezialisiert hat. Das vollfluorierte Polymer, das umgangssprachlich auch „Teflon“ genannt wird, ist sehr reaktionsträge und besitzt zudem einen sehr geringen Reibungskoeffizienten. Ein weiterer großer Vorteil – auf Grund der niedrigen Oberflächenspannung haftet so gut wie nichts an PTFE, weshalb das Material auch außerhalb der Medizintechnik vermehrt seinen Einsatz findet.
Mit einer großen Expertise in diesem Bereich ausgestattet, stellt ElringKlinger für seine Kunden selbst komplexeste Komponenten aus diesem Material her und ist für deren Fertigungsqualität bekannt. Aus diesem Grund war auch in der Vergangenheit nichts dem Zufall überlassen und auch der finale Bearbeitungsschritt des Entgratens wurde trotz des hohen Aufwands von Hand bewerkstelligt, um jede Vorgabe aufs penibelste einzuhalten.

Sechs der eingesetzten acht Werkzeuge aus dem Hause KEMPF in der Übersicht:
-1.: Formstech- und Drehwerkzeug VHM unbeschichtet
-2.: Formstech- und Drehwerkzeug VHM unbeschichtet
-3.: Formstech- und Drehwerkzeug VHM unbeschichtet
-4.: Unbeschichteter Back-Burr Cutter, Typ BXC-28-A-N in Sonderlänge
-5.: PKD-Formfräser für Rändelung
-6.: Radius Formbohrer.
Neue Fertigungsstrategie
Das Stammwerk der ElringKlinger Kunststofftechnik GmbH in Bietigheim-Bissingen setzt auf Grund der Qualitätsanforderungen schon seit Jahren z.B. PKD-Werkzeuge aus dem Hause KEMPF ein und sprach dem Heidenheimer Werk im Zuge einer Projektoptimierung die Empfehlung aus, ebenfalls auf den Entgratspezialisten aus Reichenbach-Fils zurückzugreifen. Bei der anstehenden Fertigung von Schraubkappen sollte nämlich auch die Entgratung komplett maschinell erfolgen, da schlichtweg kein entsprechendes Personal für diese Tätigkeit zur Verfügung stand. Dominik Wiesner, der Technische Außendienst der Firma KEMPF, legte daraufhin nicht nur die entsprechenden Werkzeuge für die Entgratanwendungen aus, sondern schnürte ein Paket mit insgesamt acht Werkzeugen (darunter zwei Entgratwerkzeuge), um die gesamte Fertigung inklusive Entgratung künftig maschinell auszuführen.
Auf Grund der Komplexität des Bauteils mit verschiedenen Konturen, Radien, Bohrungen und Überschneidungen, konnten nicht alle Werkzeuglösungen aus dem Standardsortiment übernommen werden. Um die gewünschte Radiusform an den Bohrungsaustritten der insgesamt 22 Bohrungen entlang der Außenkontur zu gewährleisten, wurde unter Federführung des Technischen Innendienstes, Markus Götzelmann, kurzerhand ein Sonderbohrer mit Radiusspitze entwickelt, der mit seiner integrierten Stufenfase auch den Bohrungseintritt mit einer Stufe ansenkt. Für die vielen Dreh- und Stechbearbeitungen wurden eine Reihe von unbeschichteten und polierten (also noch schärferen) VHM-Formwerkzeuge herangezogen. Die Rändelung an der Außenseite wird dabei mit einem PKD-Formwerkzeug aus dem Hause KEMPF erzeugt, das im Vergleich zu VHM-Werkzeugen für höhere Schnittgeschwindigkeiten ausgelegt ist und eine längere Standzeit garantiert. Neu war schließlich der Einsatz zweier Entgratwerkzeuge, die ein händisches Entgraten, das aus wirtschaftlichen aber auch aus personellen Gründen bei diesem Projekt nicht mehr zu stemmen war, obsolet machten. Hierfür wurden zwei Typen des Back-Burr Cutter & Path Entgratsystems gewählt, das für den Einsatz unter diesen Bedingungen prädestiniert ist.
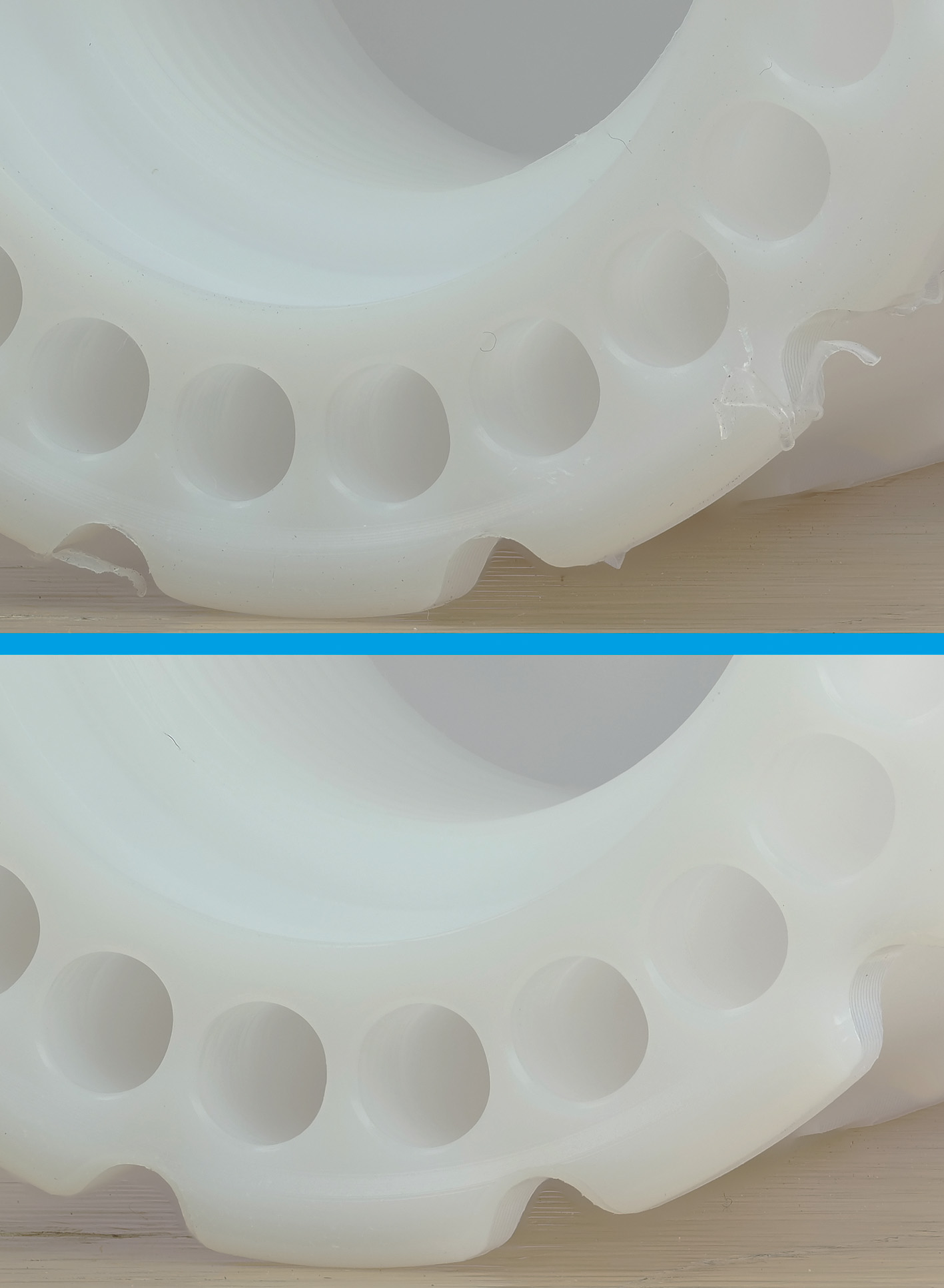
Gut zu erkennen in den Nahaufnahmen sind die jeweiligen Bearbeitungsergebnisse mit und ohne den Einsatz des nachfolgenden Back-Burr Cutter & Path Entgratsystems. Für die vielen Bohrungen und unterschiedlichen Konturen wie z.B. der Rändelung an der Außenwandung, reichen lediglich zwei Typen des gleichen Werkzeuges aus, um die händische Entgratung zu ersetzen und um sekundärgrat- und flittergratfrei in höchster Qualität zu fertigen.

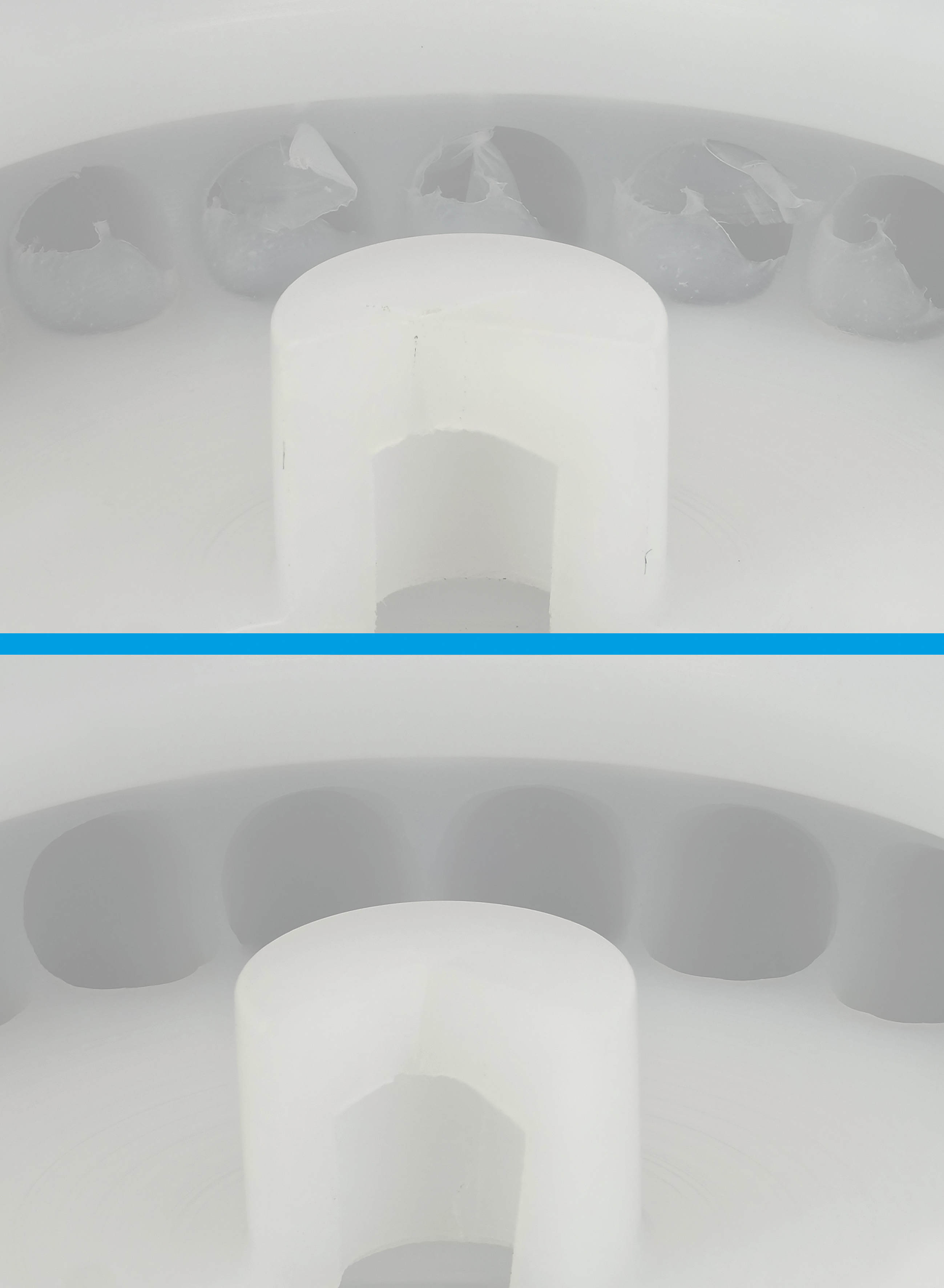
Back-Burr Cutter & Path Entgratsystem sorgt für die maschinelle Entgratung sämtlicher Bohrungen und Konturen
Das Entgratsystem, bestehend aus Kugelfräser und einem extra für diese Anwendung perfekt abgestimmten NC-Datensatz, führt im Gegensatz zu den meisten Entgratwerkzeugen auf dem Markt, keine Bewegung entlang der Bohrungsachse aus, sondern nutzt eine effektivere Variante, nämlich das konturparallele Entgraten entlang der zu bearbeitenden Kante bzw. Kontur. Durch die individuelle Erstellung des NC-Datensatzes fährt der Fräser hochpräzise die Kontur des zu entgratenden Bauteils ab und entfernt somit sicher und rückstandslos entstandene Grate, auch auf der Rückseite von Bohrungen. Gerade dann, wenn eine kosteneffiziente und vollautomatisierte Herstellung von Bauteilen ohne manuelle Nachbearbeitung gefordert wird, ist das Back-Burr Cutter & Path Entgratsystem deshalb die erste Wahl.
Dabei wird der Back-Burr Cutter (also der Kugelfräser an sich) für die unterschiedlichen Anwendungsfelder auch in unterschiedlichen Varianten angeboten, die auch den Einsatz in Kunststoff gewährleisten. Hierfür wurde auf den unbeschichteten Typ „A-N“ zurückgegriffen, der eine extrem scharfe Schnittgeometrie ohne Verrundungen aufweist und sich somit bestens für die Bearbeitung von PTFE eignet.
Bei den zu bearbeitenden Schraubkappen waren diese Vorteile bei den zuvor eingebrachten Bohrungen gefragt, die ca. 33 mm ins Werkstück führen und deren Austritte in einen Radiuseinstich übergehen. Auch für die Außenkontur der Wandung wurde auf das Back-Burr Cutter & Path Entgratsystem zurückgegriffen, da diese durch die Rändelung ebenfalls nicht ohne weiteres zu entgraten war. Durch die Programmierung des NC-Datensatzes verläuft die Entgratung dieser Kontur seither ohne Probleme und alle Vorgaben des Endkunden werden eingehalten. Ein Sekundär- oder Flittergrat entsteht nicht (mehr). Durch die gleichbleibende Qualität gibt es ebenfalls keinerlei Beanstandungen mehr, die in der Vergangenheit beim händischen Entgraten immer wieder ein Thema waren.

Das verantwortliche Team für das neue Projekt: Vlnr. Prozesstechnologe CNC-Drehtechnik Stefan Späth, Prozesstechnologe CNC-Frästechnik Benjamin Weichl, Technischer Außendienst der Firma KEMPF, Dominik Wiesner und Fertigungsmeister Johann Feth. Nach dem erfolgreichen Einsatz der verschiedenen Werkzeuglösungen aus dem Hause KEMPF wird das Thema „#gratfrei direkt von der Maschine“ bei ElringKlinger in Heidenheim weiter ausgebaut und entsprechende Werkzeuge auch bei anderen Maschinen eingesetzt.


Über uns praxis-und-prudukte







Lesen Sie auch




