

Lasers in medical devices State-of-the-art implant manufacturing

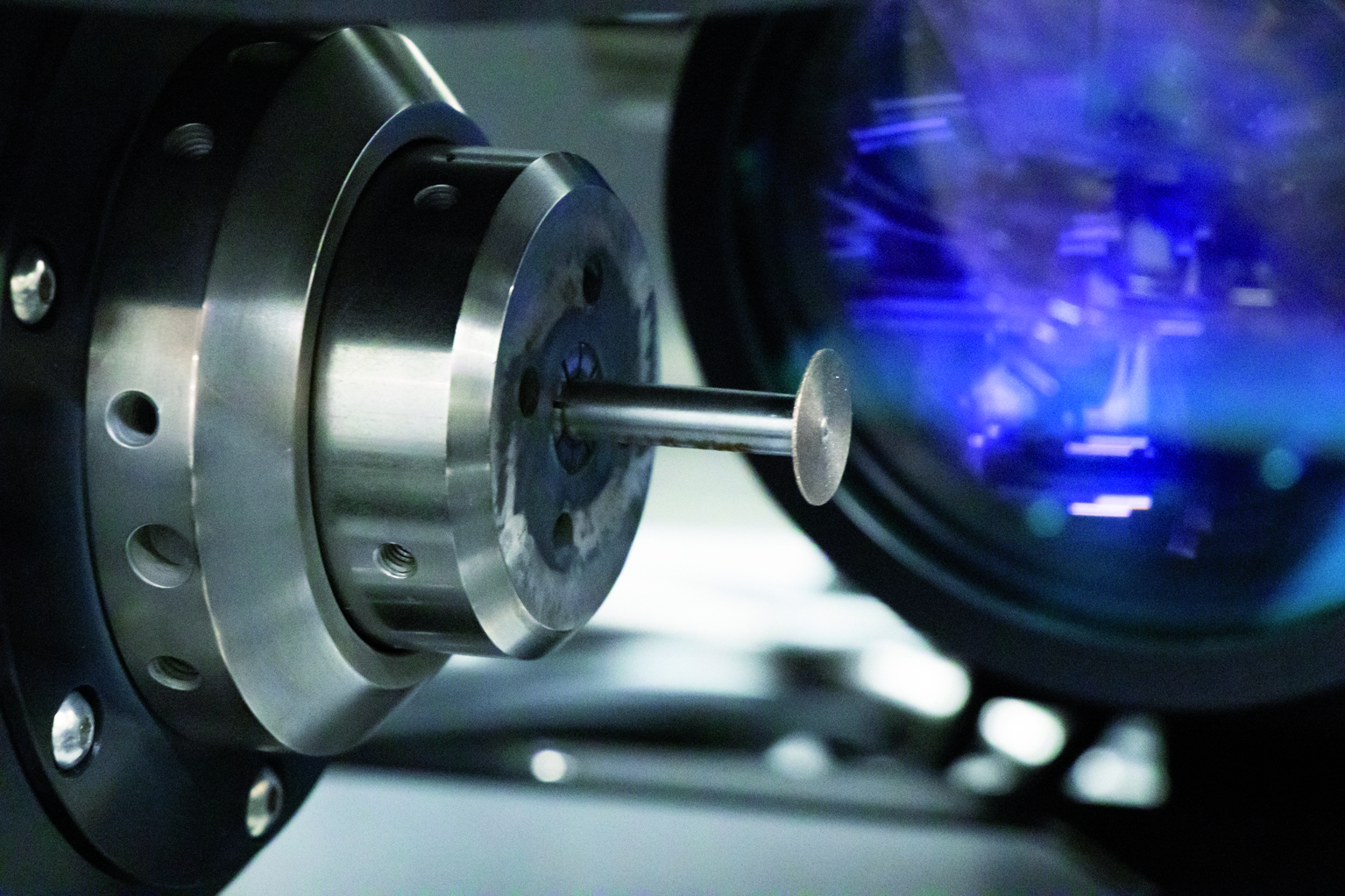
Manufacturing high-quality ceramic implants requires precision tools for micromachining. Dentalpoint AG uses a manufacturing system from Aerotech incorporating an integrated galvo scanner to laser-cut the micro grinding pins. The handling robot and measuring system are also linked via the control software.
Dentalpoint produces grinding utensils
and precision tools for manufacturing
ceramic implants on Aerotech
production systems with
laser processing
Dentalpoint, still a relatively young company, has been producing high-quality ceramic dental implants since 2006 and is one of the pioneers in this field. In 2009 the first two-part implant system made of high-performance white ceramic came onto the market. Under the brand name Zeramex, it is shipped from the production facility in Spreitenbach, Switzerland, to customers in Europe, the US and Asia. Dentists, dental laboratories, dental technicians and medical distributors are the main customers for these 100% metal-free ceramic implants with screw connections.
“Compared with titanium implants, our two-part ceramic product has the advantage that it looks very aesthetic and natural due to its white colour. Biologically, it is more compatible and has excellent osseointegration,“ explains CTO Philip Bolleter, head of production, research and development at Dentalpoint since the founding of the company. Whether single tooth, bridge, bar or telescope restorations, Zeramex covers the entire range of options with ceramic implants. The most recent addition is the Zeramex XT ceramic implant with reversible screw connection offering maximum prosthetic flexibility, especially in the anterior region.
Making your own precision tools
In principle, the implants consist of a root screw and a ceramic attachment, which is available in three different standard sizes in terms of diameter and length. The individual fitting is carried out by the patient’s dental technician or dentist. The Zeramex XT ceramic implant is made from hard and HIP zirconium dioxide ATZ blanks. The high-strength ceramic can be used to produce high-precision implants and abutments in the micrometre range so they can be joined together with a precise, tension-free fit.
„The manufacturing process is quite complex and requires a lot of know-how but it enables high dimensional accuracy and precision when manufacturing implants,“ explains Philip Bolleter. The parts are manufactured on CNC machines with diamond grinding pins in hard machining, with the screw shape machined out of a blank. In order to manufacture the implants precisely, the medical manufacturer uses extremely precise tools with tolerances of less than 2µm. Modern laser technology is employed here – firstly to machine grinding pins (diameters between 0.5 and 3mm) to profile, adjust, cut to length and structure; and secondly to profile and dress small grinding wheels, whose blanks have a diameter of up to 20mm and a machining length of 1 to 10mm. The laser system is also used for prototypes of the dental implants and smaller quantities where the use of CNC machines is not justified. The holder contains the blank from which either the tool or the implant is then lasered out.

Pioneer in two-part ceramic implants: Dentalpoint AG is based in Spreitenbach, Switzerland.
Manufacturing system with galvo scanner for micromachining
„We attach particular importance to our tools, because the more precisely we manufacture them, the more precisely the implants can be manufactured,“ explains the CTO. “This is why we opted for a system from Aerotech as they are known for their high-precision positioning systems with integrated laser technology.”
Philip Bolleter remembers the initial talks with Aerotech: “We had no experience with laser technology and integrating it with a manufacturing system was a major challenge. We were aware there was no such thing as an off-the-shelf system with an integrated laser, but we still wanted a supplier who could cover as wide a range as possible.”
With Aerotech, they found the right system integrator who could realise the idea of the desired production system. „CNC control, linear drives, axes, galvo scanners for the laser; everything was made from a single source and with one competent contact,“ says Philip Bolleter.
The complete mechanical part with linear drive, axes and the A3200 control software came from Aerotech, with the housing and the rest of the peripherals assembled by Philip Bolleter’s team. In addition, a handling robot was integrated along with other additional components such as an optical measuring system for in-process measurement. The advantage here was that the same Aerotech control system could be used. “This allows us to expand the periphery at any time without having to purchase new control software, for example if we want to integrate a Profibus or an additional piezo axis – we are absolutely open and not restricted at all.”
Seven axes for flexible laser processing
Adrian Hunn, CEO of Dentalpoint, notes that increased health awareness among the population is leading to an increased demand for Zeramex products. New products such as the Zeramex Small Base 3.5mm implant have been developed specifically to meet customer needs.


The current bestseller for anterior tooth
replacement: Zeramex XT ceramic implants
are available with three different platforms
and lengths of 8, 10, 12 and 14 mm.
The ceramic does not react with the
surrounding tissue and attaches and fuses
to it without inflammation.
This increased demand meant one of the company’s manufacturing systems reached its capacity limit. In March of 2020 Dentalpoint therefore purchased a second Aerotech production system running 24/7. The experience gained with the first system, in which the laser structured from above when attached to a granite bridge, was incorporated into the development.
„By using a fixed scanner and a movable processing part, we were able to shrink the system to about a quarter of the footprint while achieving a higher throughput and optimised quality and precision“, explains Philip Bolleter. The medical supplier decided to order a new system with a fixed beam path. The galvo scanner with laser is fixed and the part to be processed is in motion. Axes and laser scanners are firmly bolted to a rigid granite base plate. The laser beam is guided laterally and the five mechanical swivel axes lie horizontally on the base plate, making the system extremely compact. The axes are designed to meet the defined accuracy requirements so the kinematics can be positioned precisely with the laser beam. With the Aerotech A3200 control system, all seven axes can be moved simultaneously. The high flexibility when machining from all sides is limited only by the fixture. The challenge for Aerotech was to implement a fixed beam path, despite the compactness of the entire manufacturing system. „We were really concerned with the compactness of the machine – with workpieces as small as 3 to 4g. And although the system is now very compact, it offers the same performance with the same high precision and enhanced throughput“, Philip Bolleter points out. The old system also required a lot more floor space; the new one virtually fits on a Euro pallet. „Another advantage for us is that the system is mobile at 0.8 x 1.2m – it can be flexibly positioned within our production area using a lift truck and put back into operation plug-and-play.“

Philip Bolleter, CTO at Dentalpoint AG.
To process a workpiece, the manufacturing system is equipped with a handling robot which transfers the part to be processed to the pneumatic collets and roughly positions it in relation to the laser beam. Fine adjustment is then carried out using the two optical adjustment axes in a range of 1 to 2mm. The machining time depends on what is being processed and how much volume is to be removed. If only one grinding wheel needs to be profiled or dressed, this takes between 10 and 15 minutes, whereas laser cutting a larger threaded grinding pin from a blank part takes around 30 to 45 minutes. The most time-consuming part is a prototype, such as manufacturing a complete implant with an external thread from the ceramic blank. Tests and prototypes are carried out during the day so the system can run uninterrupted and trouble-free for tool production at night and on weekends. A camera system has also been installed to monitor the process remotely.
Philip Bolleter concludes: “The new system is designed so that we still have capacity. With the operation of the two Aerotech systems, we now have sufficient reserves to cover the growing demand for ceramic implants in the dentistry market.”
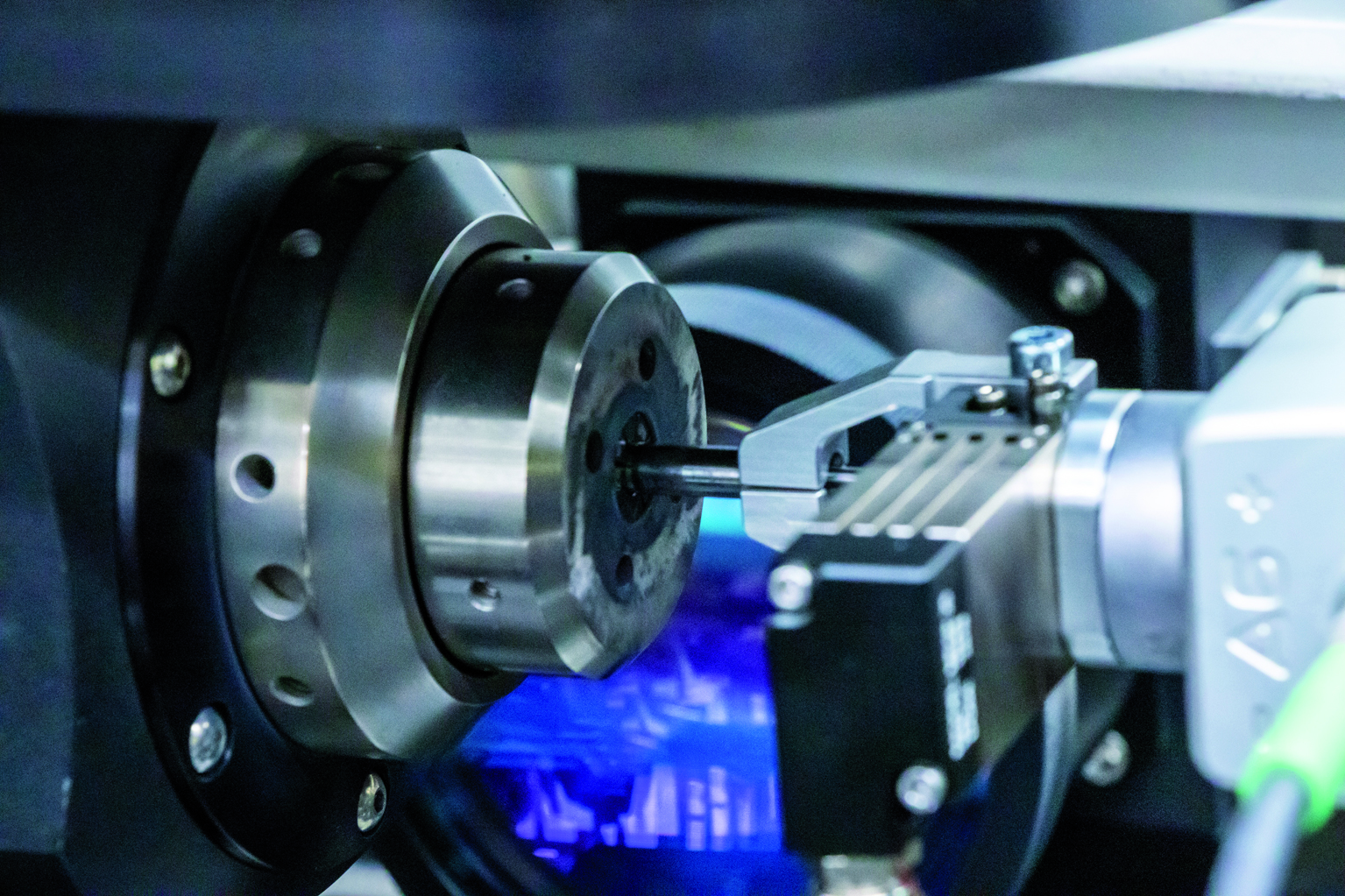
The high flexibility for machining from all sides is limited only by the clamping device.

Über uns praxis-und-prudukte







Lesen Sie auch




