
Neuer CHIPSURFER als Problemlöser Prozesssicher und wirtschaftlich zu großen Gewinden

Pumpen für Industrieanlagen, wie beispielsweise in der Ölindustrie, werden immer größer und müssen zunehmend höheren Drücken standhalten. Dies erfordert auch größere Freilaufrückschlagventile, die Pumpen vor Beschädigungen schützen. Bei deren Produktion ist Hersteller Schröder Valves in der Bearbeitung von Gewinden an eine Grenze gestoßen. Eine Neuentwicklung der INGERSOLL WERKZEUGE GMBH kam da gerade zur rechten Zeit.
Schröder Valves in Gummersbach stellt seit 1950 Freilaufrückschlagventile her. Das Unternehmen zählt derzeit 80 Mitarbeiter und macht einen Jahresumsatz von 11 Millionen Euro. Die Armaturen dienen dem Schutz von Zentrifugalpumpen vor Beschädigungen, wie sie etwa durch Überhitzung oder Kavitation entstehen können. „Mit unseren Freilaufrückschlagventilen sind wir überall dort vertreten, wo Flüssigkeiten gefördert werden“, erklärt Axel Mücher, der das 1889 gegründete Familienunternehmen in fünfter Generation leitet.
Zum Kundenkreis gehören unter anderem Stadtwerke, Raffinerien und Kraftwerke. Mit großer Fertigungstiefe stellt das Unternehmen jährlich etwa 1300 Armaturen her, die jeweils spezifisch auf die Daten der entsprechenden Pumpe ausgelegt sind. Als Material werden vor allem C-Stähle verwendet. Für Anwendungen mit Meerwasser, Öl oder Chemikalien kommen Edelstähle bis hin zu Super Duplex zum Einsatz. Die Gehäuse der Freilaufrückschlagventile bestehen aus Obergehäuse, Untergehäuse und Bypass-Stutzen. Die Ventile sind volumengesteuert. Ein Kegel im Inneren reagiert auf die Durchflussmenge und sorgt über den Bypass dafür, dass die Pumpe immer eine bestimmte Mindestmenge an Flüssigkeit bekommt, die so genannte Freilaufmenge.
Ober- und Unterteil des Ventilgehäuses sind fest miteinander verschraubt. Ja nach Größe der Armatur müssen dafür im Flanschbereich bis zu 24 Gewinde in das Unterteil eingebracht werden. Seit Schröder Valves mit der Produktion von Freilaufrückschlagventilen begonnen hat, wurden diese Gewinde gebohrt, was über die Jahrzehnte auch gut funktionierte. Doch um die Leistungsfähigkeit ihrer Anlagen zu erhöhen, setzt die Industrie zunehmend größere Pumpen ein und arbeitet mit höheren Drücken. Mit den Pumpen mussten auch die Freilaufrückschlagventile mitwachsen und erreichten neue Dimensionen. Um einem Druck von bis zu 400 bar standzuhalten, sind sie zudem dickwandiger geworden. Auch neue Bauformen, welche die Ventile vor Überbeanspruchungen schützen, wie sie vor dem Hintergrund der Energiewende etwa beim Teillastbetrieb von Kraftwerken auftreten, fallen tendenziell größer aus.

a-20 Gewinde werden auf der Okuma Multus B550 in das Untergehäuse eines Freilaufrückschlagventils des
Typs SSV20-10″ ASME600 eingebracht. Das Ventil soll in das Kesselspeisewasser Kondensat Systems eines
Gaskraftwerks in Hong Kong eingesetzt werden.
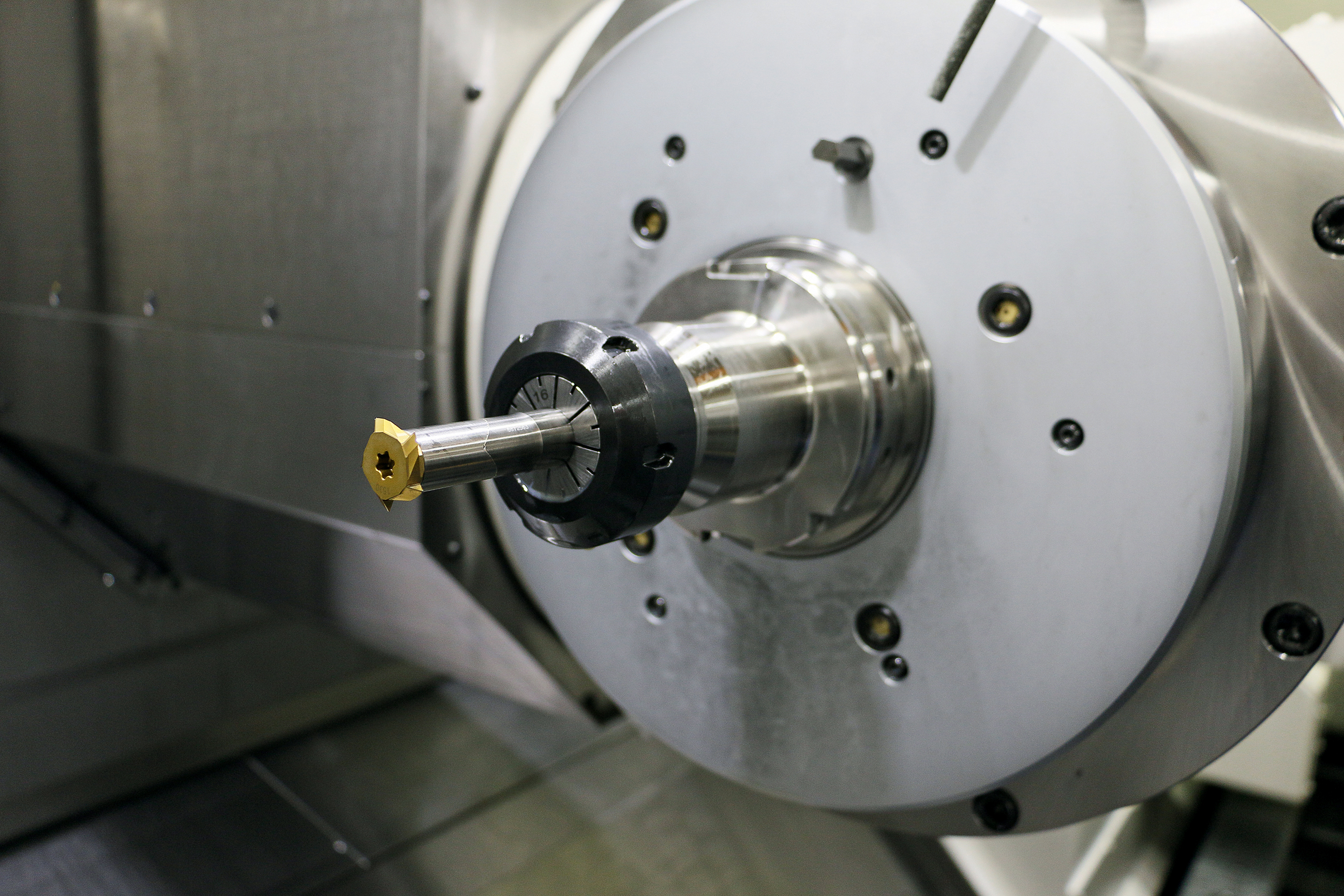
b-Für Gewinde ab einer Größe von M36 ist Schröder Valves vom Gewindebohren zum Gewindefräsen mit dem
CHIPSURFER von INGERSOLL übergegangen.
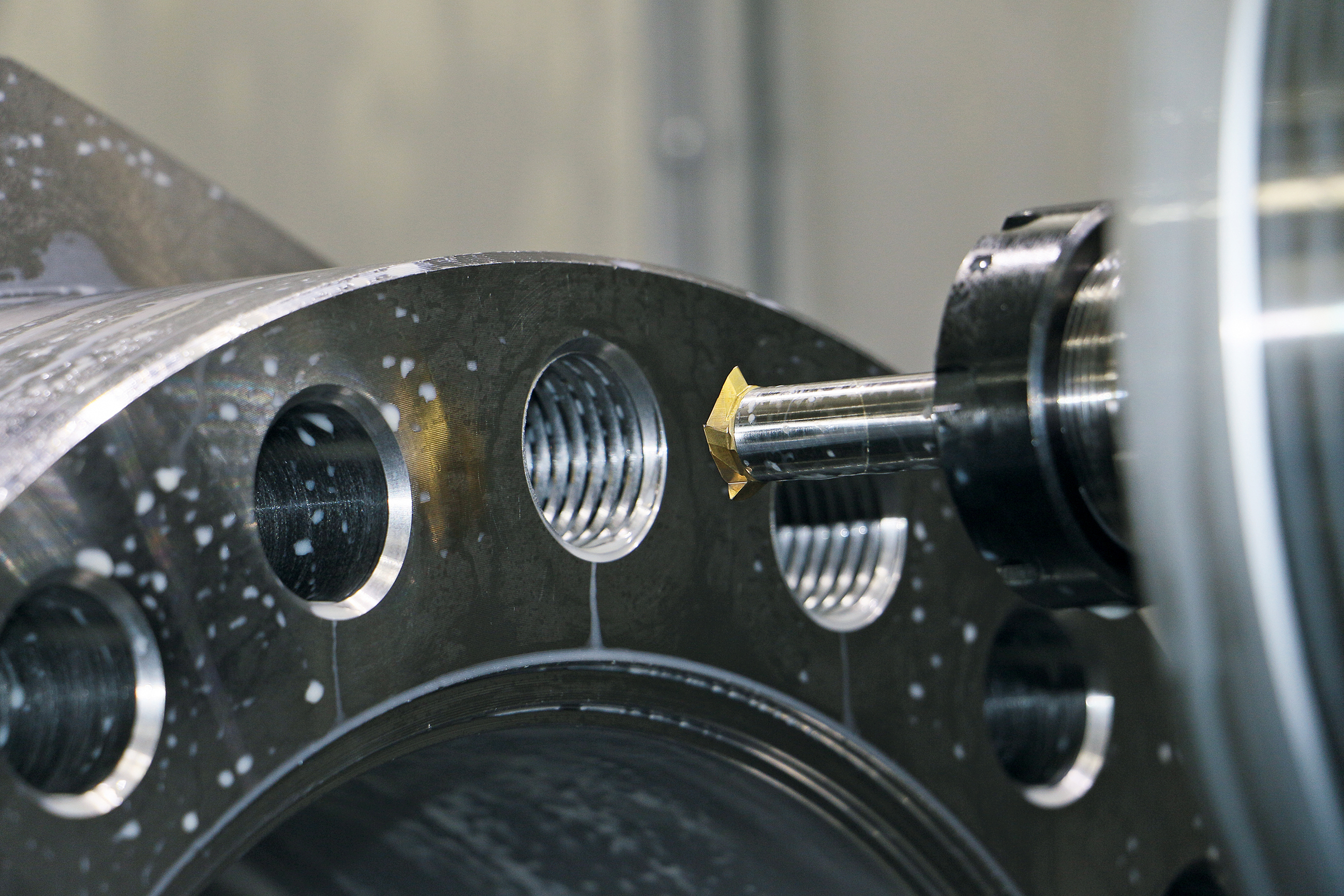
c-Während es beim Gewindebohren zu einem Formschluss kommt, bewegt sich beim Gewindefräsen das
Werkzeug mit kleinerem Durchmesser zirkular in einem vergleichsweise großen Loch, was auch den
Abtransport der Späne erleichtert und somit die Prozesssicherheit erhöht.
Ab M36 ist Gewindebohren mittels Motorspindel nicht mehr prozesssicher möglich
In der Fertigung zeigte sich, dass es zu Problemen kommt, wenn die dafür erforderlichen Verschraubungen die Größe M36 erreichen oder darüber hinaus gehen. Immer wieder kam es zu Überlastungen der Maschine. Beim Gewindebohren treten bei größeren Durchmessern sehr hohe Drehmomente auf. Die heute üblichen Motorspindeln verfügen oft nicht über diese.
„Die Maschine ist während der Bearbeitung immer wieder stehen geblieben und wir hatten Probleme mit ausgerissenen Gewindegängen, die nachbearbeitet oder aufgebohrt werden mussten“, berichtet Christopher Hees, Vorarbeiter in der Zerspanung bei Schröder Valves. Von Fall zu Fall musste abgeklärt werden, ob die Bauteile mit dem Einsatz von Helicoils gerettet werden können. Einmal mussten die Fertiger sogar 24 Gewinde der Größe M42 von Hand nachschneiden, weil die Maschine nach wenigen Umdrehungen streikte. Seit Schröder Valves eine neue Okuma Multus B550 in Betrieb nahm, kam es zwar zu keinen Maschinenstillständen mehr, doch war eine effizientere Werkzeuglösung gefragt.
Hilfesuchend wandte man sich an den Werkzeughersteller aus Haiger. „Von INGERSOLL war die Erstausstattung einer unserer Maschinen gekommen, seither sind wir in Kontakt miteinander“, erläutert Peter Strauch, Leiter des Fertigungsbüros bei Schröder Valves. Ein Scheibenfräser, der damals angeschafft wurde, ist auch heute noch in Gummersbach im Einsatz. „Mit diesen Werkzeugen sind wir sehr zufrieden“, versichert Strauch. Heute liefert INGERSOLL den größten Teil der von Schröder Valves benötigten Tools. Bohrwerkzeuge und Hochvorschubfräser kommen ausschließlich aus Haiger.
Intensiver war der Kontakt geworden, als Schröder Valves einen Sonderwerkstückstoff zu bearbeiten hatte. Um zu den optimalen Werkzeugen für die verlangten Bearbeitungen zu kommen, hat INGERSOLL Werkzeuge in seinem Tech-Center unter den auch beim Kunden vorhandenen Voraussetzungen getestet und lieferte schließlich auf die Maschinenausstattung passend ausgelegte Tools.
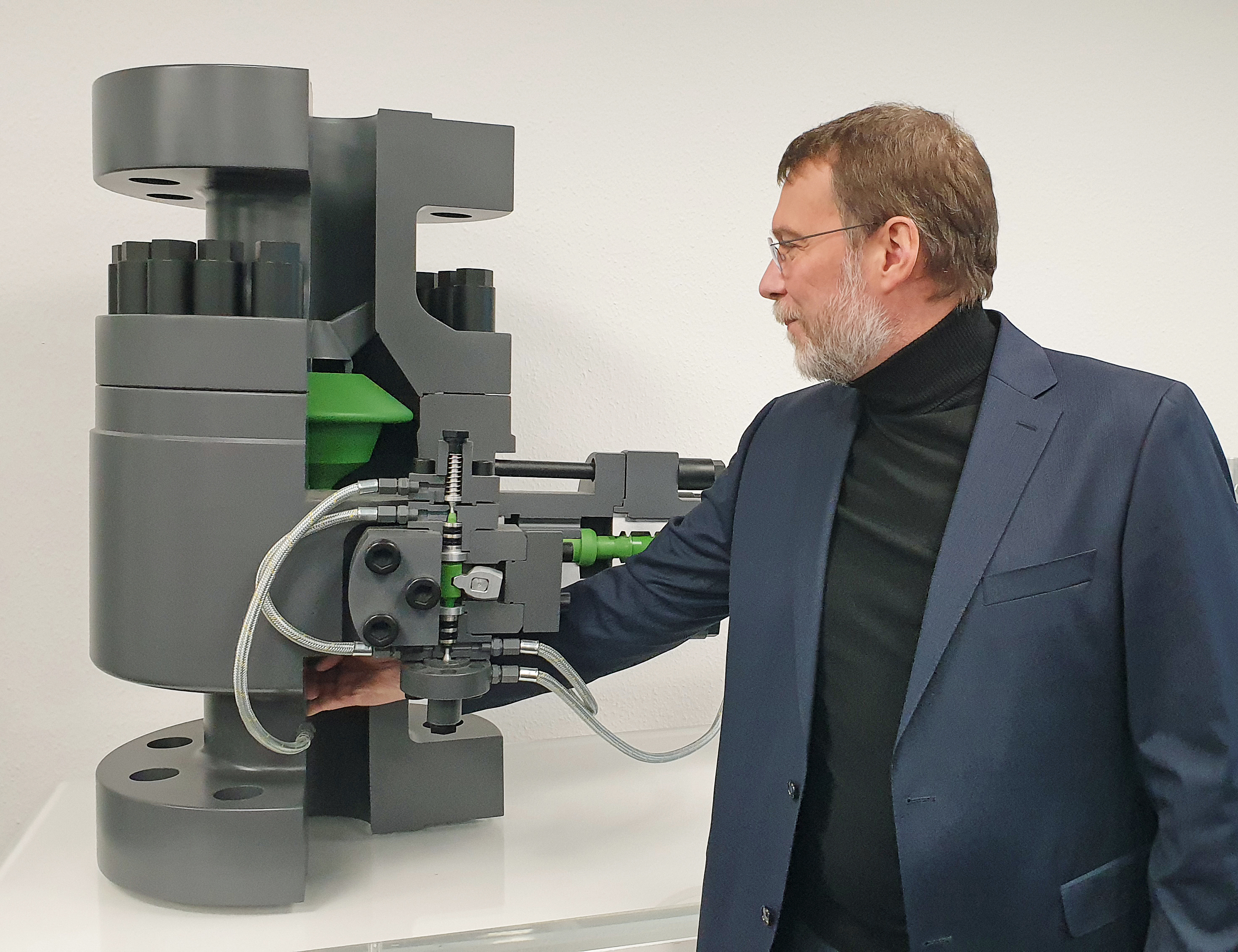
Am Modell erläutert Geschäftsführer Axel Mücher das
Funktionsprinzip eines Freilaufrückschlagventils. Der
grüne Kegel in der Mitte regelt den Flüssigkeitsstrom
nach rechts zum Bypass.
„Unser eigenes Tech-Center mit geschultem Personal ist ein großer Vorteil, den INGERSOLL zu bieten hat“, erläutert Andreas Bulla, Produktmanager Tangentiale Werkzeuge/Gewindefräsen. „Alles was später beim Kunden laufen soll, können wir hier bereits zerspanen oder zumindest simulieren. Zum Kunden gehen wir dann nur mit Werkzeugen, die wir bei uns im Werk schon auf ihre sichere Anwendung hin getestet haben. Wir fangen dort also nicht mehr bei Adam und Eva an.“ Damit wird vermieden, dass es vor Ort zu unerwarteten Ereignissen kommt, oder gar ein teures Bauteil beschädigt wird. Dem Kunden spart es auch Zeit, wenn die ersten Optimierungsschritte bereits im Vorfeld bei INGERSOLL stattfinden.

Am Teststand von Schröder Valves wird
jedes Ventil vor der Auslieferung einer
umfassenden Prüfung unterzogen.
Gewindefräsen als Problemlösung
Für die Probleme bei Schröder Valves hatte INGERSOLL eine Sofortlösung parat: Gewindefräsen statt Gewindebohren. Mit dem CHIPSURFER hat der Werkzeughersteller bereits das passende Werkzeug im Katalog. „M36 ist genau die Größe, bei der auf gängigen Dreh-Fräszentren vom Drehmoment her eine Grenze gesetzt ist“, erläutert Bulla. „Größere Gewinde zu bohren ist nicht sinnvoll und auch nicht mehr zeitgemäß.“
Der CHIPSURFER ist ein Gewinde-Einschraubfräser, der eine prozesssichere und hocheffektive Bearbeitung von Gewinden ermöglicht. Als Teilprofilfräser bildet er während der Bearbeitung nur einen Zahn ab, der in einer Kreisbewegung zirkuliert und das komplette Gewinde fräst. Die Steigung wird über die Programmierung realisiert. Damit ist er flexibler einsetzbar als kammförmige Gewindefräser mit mehreren Schneiden in einem festen Abstand, die jeweils nur eine bestimmte Steigung erzeugen können. Schröder Valves fertigt derzeit ausschließlich Gewinde mit der Steigung 3, könnte mit diesem Werkzeug aber auch jederzeit andere Steigungen im dafür vorgesehenen Bereich realisieren.
Entscheidend für Schröder Valves sind Prozesssicherheit und Wiederholgenauigkeit in der Fertigung. Während es beim Gewindebohren zu einem Formschluss kommt, bewegt sich beim Gewindefräsen immer ein Werkzeug mit kleinerem Durchmesser zirkular in einem vergleichsweise großen Loch, was auch den Abtransport der Späne erleichtert. Neben den größeren Gewinden waren es auch spezielle Materialien, die Herausforderungen an die Fertigung stellten.
„Unser Verschleiß war hier enorm“, berichtet Christopher Hees. „Mitunter war ein Gewindebohrer nach nur zwei Bohrungen verschlissen.“ Edelstahl ist zwar eher selten auf der Maschine, aber es gibt laut Hees durchaus Tage, an denen es die Fertigung mit drei unterschiedlichen Bauteilen aus drei verschiedenen Materialien zu tun hat. Andreas Bulla ist mit der Problematik vertraut und kennt die Abhilfe: Beim Gewindebohren in Sacklöchern entstehen materialabhängig lange Spiralspäne.
Weil das Fräsen immer nur ein sequentieller Eingriff ist, entstehen beim Gewindefräsen automatisch sehr kurze Späne, die mit Luft oder anderen Medien sehr leicht aus den Löchern herauszubekommen sind.“ Die Prozesssicherheit ist umso wichtiger, je kostspieliger die Bauteile sind. Für eine Armatur aus Super Duplex können allein die Materialkosten 200.000 Euro erreichen.

Schröder Valves produziert in
Gummersbach jährlich etwa 1300
Freilaufrückschlagventile und verfügt
dabei über eine große Fertigungstiefe.
(Bild: Schröder Valves).
Langer Halter führte zu Vibrationen
Mit dem Gewindefräsen war zwar eine schnell umsetzbare Lösung für die Problemfälle bei Schröder Valves gefunden worden, doch zeigte sich in der Fertigung noch Optimierungsbedarf. „Wir konnten nun sowohl große Gewinde als auch anspruchsvolle Werkstoffe bearbeiten, doch kam es dabei immer wieder zu störenden Vibrationen“, berichtet Hees. INGERSOLL hat sich des Problems angenommen und konnte auch zügig die Ursache für das Problem ausfindig machen, wie Anwendungstechniker Peter Schärf erläutert: „Wir haben festgestellt, dass hier ein ungünstiges L/D-Verhältnis ein Thema ist. Es beschreibt das Größenverhältnis der Länge des Werkzeughalters zum Durchmesser des eingeschraubten Fräsers. Bei dem vorliegenden Verhältnis wurde das Werkzeug ausgelenkt, wobei der radiale Druck und die Hebelwirkung für die beobachteten Vibrationen sorgten.“
Dass bei Schröder Valves rasch Abhilfe in Form einer stabileren Werkzeugaufnahme geschaffen werden konnte, war vorher nicht abzusehen. Zur gleichen Zeit war INGERSOLL bereits an der Weiterentwicklung seiner CHIPSURFER-Serie dran und damit in der Lage, den Kunden mit Prototypen direkt aus der Werkzeugentwicklung zu versorgen. Ausgehend von den vorhandenen Werkzeugen hat INGERSOLL die Neuentwicklung in zwei Steps vorangetrieben, die jeweils gleich der Fertigung in Gummersbach zugutekamen.
„Im ersten Schritt auf dem Weg zu unserer neuen Werkzeugserie haben wir den Anbindungsdurchmesser vergrößert und mit einem verbesserten L/D-Verhältnis die Anbindung des Fräsers über die CHIPSURFER-Schnittstelle an die Verlängerung verstärkt“, berichtet Andreas Bulla. „Das hat dem Werkzeug mehr Stabilität gegeben, was wir auch in der Anwendung bei Schröder sehr gut sehen konnten, die nun vibrationsfrei läuft. Im nächsten Schritt haben wir die Fräser dann mit einem zusätzlichen Zahn ausgestattet, um auch die Produktivität zu erhöhen.“ Die Schnittgeschwindigkeit konnte damit von 170 m/min auf 220 m/min erhöht werden.

Der Gewindefräser CHIPSURFER ist ein Gewinde-Einschraubfräser
mit Torx-Anzug. Die CHIPSURFER-Schnittstelle gibt dem
Anwender Flexibilität in Bezug auf die benötigten Auskraglängen
und Kollisionssituationen. Die neuen Fräser 17Y_ und 18Y_
ergänzen das Programm mit Anschlüssen im maximal gewählten
Durchmesserbereich und erhöhen die Prozesssicherheit.
In der halben Zeit wirtschaftlich zum Gewinde
Die Produkterweiterung kam bei Schröder Valves gut an, zumal sie einen erheblichen Produktivitätsgewinn brachte. Dauerte die Herstellung eines Gewindes der Größe M42 mit dem Gewindebohrer im günstigsten Fall rund drei Minuten, so konnte diese Bearbeitungszeit mit dem neuen Gewindefräser, der ein Gewinde in einem Durchgang herstellt, halbiert werden. „Hinzu kommen höhere Prozesssicherheit, bessere Wiederholgenauigkeit und deutlich geringere Werkzeugkosten“, freut sich Christopher Hees. Mit der zusätzlichen Schneide und den eliminierten Schwingungen konnte die Standzeit der Fräser erhöht werden. Liegezeiten von Bauteilen, die durch fällige Nacharbeit entstanden waren, gibt es heute praktisch keine mehr.
Andreas Bulla lobt das gute Zusammenspiel aller Beteiligten bei diesem Projekt, das durch die räumliche Nähe begünstigt wurde: „Wie Zahnräder griffen die Aktivitäten des Kunden Schröder Valves, des Maschinenherstellers Okuma und uns, als Werkzeughersteller INGERSOLL, ineinander.“
Von dem erreichten Produktivitätsgewinn können nun auch andere profitieren. INGERSOLL bietet die neuen CHIPSURFER Gewindefräser unter den Produktnamen 17Y_ und 18Y_ im Teilprofilbereich 55°/60° mit fünf bzw. sechs effektiven Schneiden an. Die CHIPSURFER-Schnittstelle schafft Flexibilität bei den jeweils benötigten Auskraglängen und Kollisionssituationen. Die im Werkzeug- und Formenbau weit verbreitete Schnittstelle ermöglicht eine effektive, wirtschaftliche und flexible Lösung für Gewindebearbeitungen. Die integrierte Innenkühlung sorgt für eine optimale Spanabfuhr und verhindert Aufbauschneiden. Die die Standzeit verbessernde Beschichtung gewährt eine geringere radiale Abdrängung, hervorgerufen durch vorzeitigen Schneidkantenverschleiß, und somit für beste Maßhaltigkeit der zu fertigenden Gewinde.

Teamworker im Projekt Gewindefräsen (v.l.): Peter Schärf (Anwendungstechniker INGERSOLL),
Jochen Cramer (Technische Beratung & Verkauf INGERSOLL), Christopher Hees (Vorarbeiter
Zerspanung), Peter Strauch (Leiter Fertigungsbüro), Harri Koop (Fertigungsleiter), Raffaele
Esposito (Vertrieb Außendienst Okuma) und Andreas Bulla (Produktmanager Tangentiale
Werkzeuge/Gewindefräsen INGERSOLL).

Über uns praxis-und-prudukte







Lesen Sie auch




