

Working together in times of crisis Hartmetall-Werkzeugfabrik Paul Horn GmbH
Coronavirus – a word that no one is likely to forget in the coming years. The pandemic – caused by the novel SARS-CoV-2 virus – has the world tightly in its grip. The COVID-19 lung disease that the pathogen triggers is pushing the health systems in certain countries to their limits, as intensive care beds and ventilators are in short supply at many hospitals. Medical equipment manufacturers and their suppliers are working flat out to supply hospitals with additional equipment. Dipl.-Ing. Brecht GmbH, located in Wannweil near the German city of Reutlingen, is one of the companies carrying out machining work to supply components to the medical sector. When they experienced chipping problems and the formation of built-up edges while grooving aluminium cooling ribs for a pump and heat exchanger for an ECMO (extracorporeal membrane oxygenation) machine, they called on Paul Horn GmbH for assistance. Within just a few days, the tool manufacturer had carried out internal tests and developed a reliable grooving strategy for the long-chipping alloy.
The oxygen saturation level in COVID-19 patients falls as the proportion of red blood cells carrying oxygen decreases due to the gas exchange process in the lungs no longer functioning correctly, while the patient’s ability to breathe may also be affected. In healthy people, the oxygen saturation level is between 97 and 100 per cent. When saturation falls below these levels, this is the first indicator that the patient may require ventilation. However, there are several different stages of ventilation. The first stage involves providing simple respiratory support via a nasal cannula or loosely fitting oxygen mask. In such cases, oxygen is supplied from the central oxygen supply next to the hospital bed. If this does not work, ventilators are then brought in. If the patient is conscious, they are fitted with a tight mask or they are placed in an artificial coma and a tube is inserted into their airways to ventilate them, keeping the lungs at the necessary pressure to prevent them from collapsing.
If the patient’s condition continues to worsen and they start to experience severe lung failure, this means that the body is no longer being supplied with enough oxygen. In such cases, intensive care doctors deploy a technique called extracorporeal membrane oxygenation, or ECMO for short. In terms of the technology involved, the machine is similar to ventilators used in operating theatres. It is the machine’s job to oxygenate the patient’s blood. To do this, blood is taken from the carotid artery, for example, passed through the machine and pumped back into the body via a large blood vessel in the groin. The machine removes the carbon dioxide from the blood and enriches it with oxygen. Alongside the membrane oxygenator (which is responsible for oxygenation), the pump is one of the key components of this life-sustaining machine.

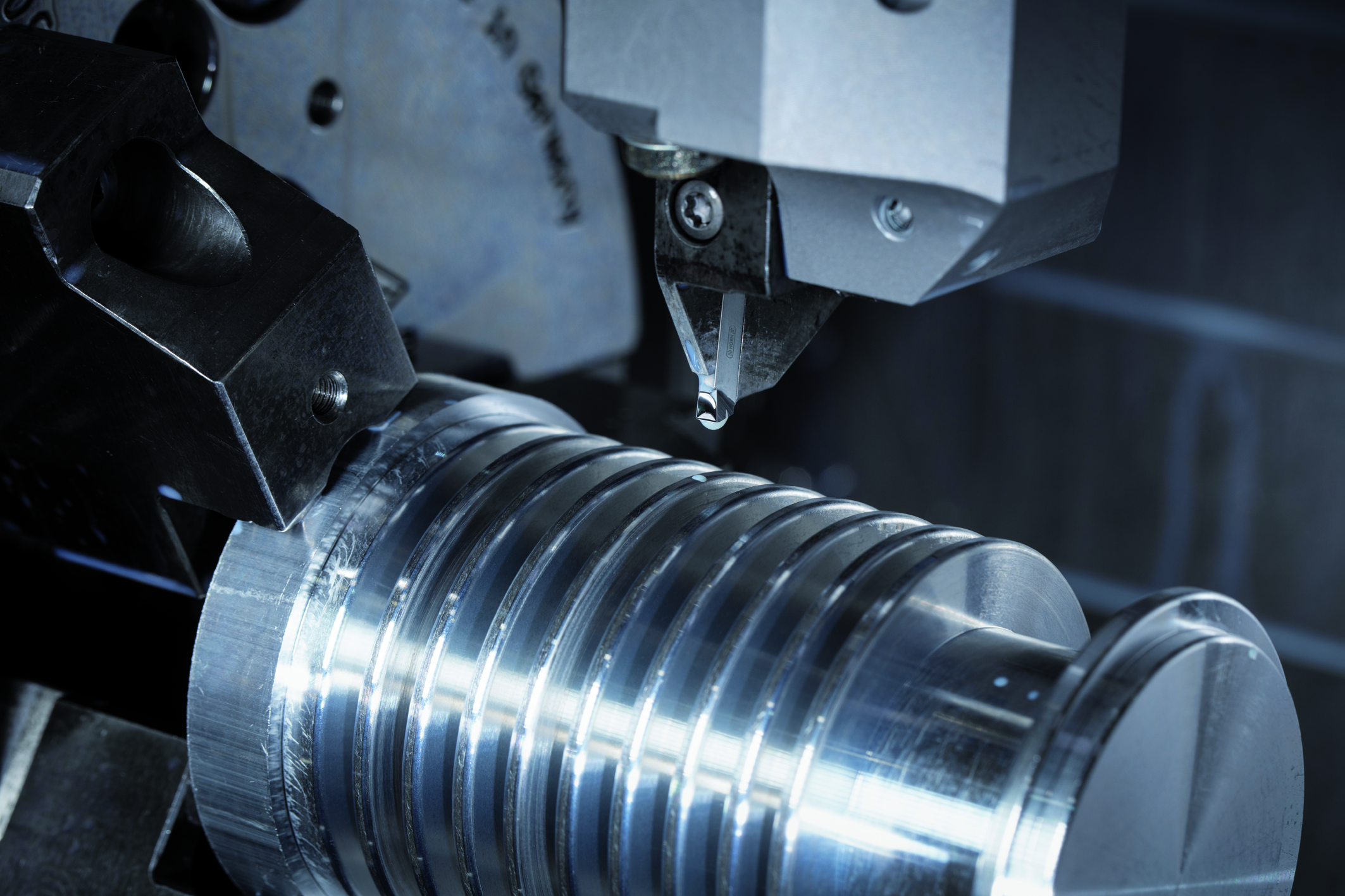
The polished WA chipbreaker geometry enabled
problems regarding long chips and built-up edges
to be resolved. Source: Horn/Sauermann
Machining issues
Gordian Hellstern noticed a problem while grooving the cooling ribs. “The material we are using is an aluminium alloy with a low silicon content which is difficult to machine as it is long-chipping and causes built-up edges to form,” explains the managing director of Brecht. “In addition to the long chips, we were also battling with high levels of vibration. The feed rates had to be considerably reduced. The machining process was not reliable and had to be constantly monitored,” he continues.
Due to the current situation arising from the coronavirus crisis, orders for the pump housing have been increasing. The aim is to build as many machines as possible to help as many people as possible during this critical time and to expand capacity at intensive care units. Hellstern responded quickly and contacted Horn’s head of research and development,
Dr Matthias Luik, who he had met previously at an event. “Mr Hellstern described the problem to us and brought test material for machining trials to us the very same day, meaning that we could start the trials in our test centre the next morning,” explains Luik. Work was focused on tuning the cutting parameters, on cutting-edge and chipbreaker geometries and on targeted cooling of the cutting zone. When it comes to surface quality, very high standards have to be met in medical applications, as the parts are visible. Manufacturing tolerances for the component are to within hundredths of a millimetre. “Due to the long chips and built-up edges, we had previously been unable to reliably meet the surface finish requirements,” explains Hellstern.

Managing director of Dipl.-Ing. Brecht GmbH,
Gordian Hellstern. Source: Dipl.-Ing. Brecht GmbH
Chipbreaker geometries and internal coolant supply
In order to solve the problems, the engineers at Horn opted for the S224 grooving system with FY and WA chipbreaker geometries. To hold the cutting inserts, base holders with a clamping cartridge and internal coolant supply via the clamping finger and through the support are used. “Actually, we usually use the FY geometry for stainless and long-chipping steels. But it works well for aluminium alloys too,” says Luik. The cooling ribs and the wide grooves are rough-machined using this geometry. The form of the geometry enables controlled chipbreaking and the coolant pressure prevents the chips from fusing on the insert surface. “As it is a long-chipping alloy, we haven’t used PCD tools, as the relatively thin PCD layer means that deep chipbreaker geometries cannot be achieved,” adds Luik.
The special WA aluminium grooving geometry ensures a high level of surface quality on the component when finishing the grooves. The polished chipbreaker geometry serves to counteract the formation of built-up edges whilst only creating small, spiral chips, thereby ensuring good chip control and a high level of process reliability. The adapted chip tapering prevents flank damage while grooving to establish a premium level of surface quality. Clamping fixtures with internal cooling – particularly via the clamping finger – are recommended for optimal machining conditions. Internal cooling acts directly at the cutting zone, thereby helping to increase process reliability.
Solution developed within just a few days
“At short notice and within just a few days, Horn was able to successfully carry out various trials involving different material batches at its test centre and developed a suitable grooving strategy for this machining task. Horn immediately offered to assist us by carrying out machining trials and in a few short days delivered results which have really helped us,” states Hellstern. Following the internal tests carried out by Horn, the application technology team were quickly able to implement the grooving process into Dipl.-Ing. Brecht GmbH’s production process. Luik has also reflected on just how quickly the Horn team was able to find a solution: “We are delighted that we have been able to help in this way by offering our tools so quickly. For us, providing rapid service is simply what we do and forms part of our company philosophy. In the unprecedented situation in which we currently find ourselves, we believe we have a responsibility to society to prioritise work such as this.”
Additional box for company presentation
“Wir wollen, wir können, wir machen” – which translates to “We want to, we can do, we will do” – is the company motto of Dipl.-Ing. Brecht GmbH.
With a team of around 30 employees and a production area covering 700 square metres, Gordian Hellstern offers services to a broad customer base. His customers include companies from the medical, laboratory, mechanical engineering, waste management, metrology and aerospace sectors. Brecht’s services cover CNC milling, turning and water jet cutting, as well as additive manufacturing of sophisticated and complex components. What’s more, the company is highly skilled in ensuring outstanding levels of precision for its metal, plastic and high-performance plastic components.

“For us, providing rapid service is simply what we do and forms part
of our company philosophy.” Dr Matthias Luik, head of research and development
at Paul Horn GmbH. Source: Horn/Sauermann


Über uns zerspanen






Meistgelesen

Lesen Sie auch




