

Heidelberger Druckmaschinen manufactures bearing bushes with high feed milling cutter MILL 4 FEED from ISCAR “The machine purrs like a kitten”
In order to make a deep groove in bearing bushes, Heidelberger Druckmaschinen in Wiesloch near Heidelberg had to come up with something new: On a machine with less torque, the previously used solution no longer worked. In close cooperation with tool specialist ISCAR, a completely new machining concept was developed. Key elements here: a five-flute high-feed milling cutter MILL 4 FEED and a fresh strategy.
Heidelberger Druckmaschinen (Heidelberg) can look back on a 170-year history and is very open to new developments. One example is that the company, which has around 10,500 employees worldwide, successfully manufactures wall boxes for charging electric cars in addition to its namesake printing presses. Another is printed electronics for sensors. The company has also made a name for itself with the products from its foundry in Amstetten, which is one of the most efficient in Europe with a capacity of up to 85,000 tons of castings. Heidelberg produces more than 3,000 high-quality components there weighing between ten kilos and six tons, increasingly also for external customers.
New ideas were also required for the production of bearing bushes for use in printing machines at the Wiesloch site: the component has a diameter of 140 millimetres and is made of grey cast iron (GG30), which is easy to machine and yet has a high resistance to wear. “The bushings already come with the cross bore from our foundry in Amstetten,” Mathias Greulich, tool technologist at the Wiesloch site, explains. “The material is high-quality and homogeneous.” Heidelberger produces more than 270 pairs of bearing bushes per month, and a groove about 80 millimetres deep and 40 millimetres wide has to be made in each one. Until now, the company used a special slotting cutter from ISCAR with a diameter of 228 millimetres on a high-performance machining centre. The solution required only four cuts and about one minute.
Process no longer works on new system
“Unfortunately, the system is no longer available,” Greulich outlines. “We tried to continue with the slotting cutter and a more dynamic system with less torque.” But that did not produce a satisfactory result. “The smaller machine was absolutely at the limit. We had such strong vibrations that they even affected adjacent machines. In addition, there was increased wear, more broken plates, machine breakdowns and immense noise,” explains Thorsten Schulz, who as a pre-planner at Heidelberger Druckmaschinen determines the workflows. “We ended up having to work with a narrower slotting cutter, with less stock removal and ten cuts instead of four. That helped, but it took far too long.” The process took two and a half minutes per component. A better solution was needed, as quickly as possible. The bearing bushes are central components of a printing press. They are mounted on the side wall with eccentric bolts and are used for cylinder adjustment. The scope for trying out new ideas was accordingly small.
Greulich turned to Matthias Müller, Consulting and Sales of the long-standing technology partner ISCAR, and his colleague Andreas Heid, Technical Consulting and Sales. “We maintain close cooperation with our customers,” says Matthias Müller. “That’s why we immediately sat down with Mathias Greulich, Thorsten Schulz and detailed planner Holger Hammer to find a solution.”
After each web, 1.35 millimetres are added
Pendular high-feed milling is the solution
During a brainstorming session, the team of five discussed several possibilities. It quickly became clear that vertical high-feed milling with an oscillating cutter was the right way to go. “The only catch was that we had to saw apart our clamping device designed for horizontal machining and convert it for vertical machining,” Hammer recounts. “ISCAR first carried out preliminary tests at the Tech-Center in Ettlingen to find out whether the process was basically possible before we laid our hands on the fixture. This was also to determine the right milling cutter and the appropriate parameters.”
The result: It works – and it works reliably, quickly and economically with the MILL 4 FEED milling cutter. This powerful high-feed milling cutter for machining all materials scores points in pocket, contour, face and turn milling. It has single-sided indexable inserts with four cutting edges. “The positive rake angle makes the tool very soft-cutting,” Heid elaborates. “The force influence on the milling cutter is mainly in the axial direction. This enables low-vibration machining of deep cavities.” The indexable inserts for the MILL 4 FEED are designed in five different geometries and cutting material grades for all materials. They allow an infeed of up to three millimetres and a maximum feed of two millimetres per tooth. The cutting edges are particularly stable and allow long tool lives, even with interrupted cuts.
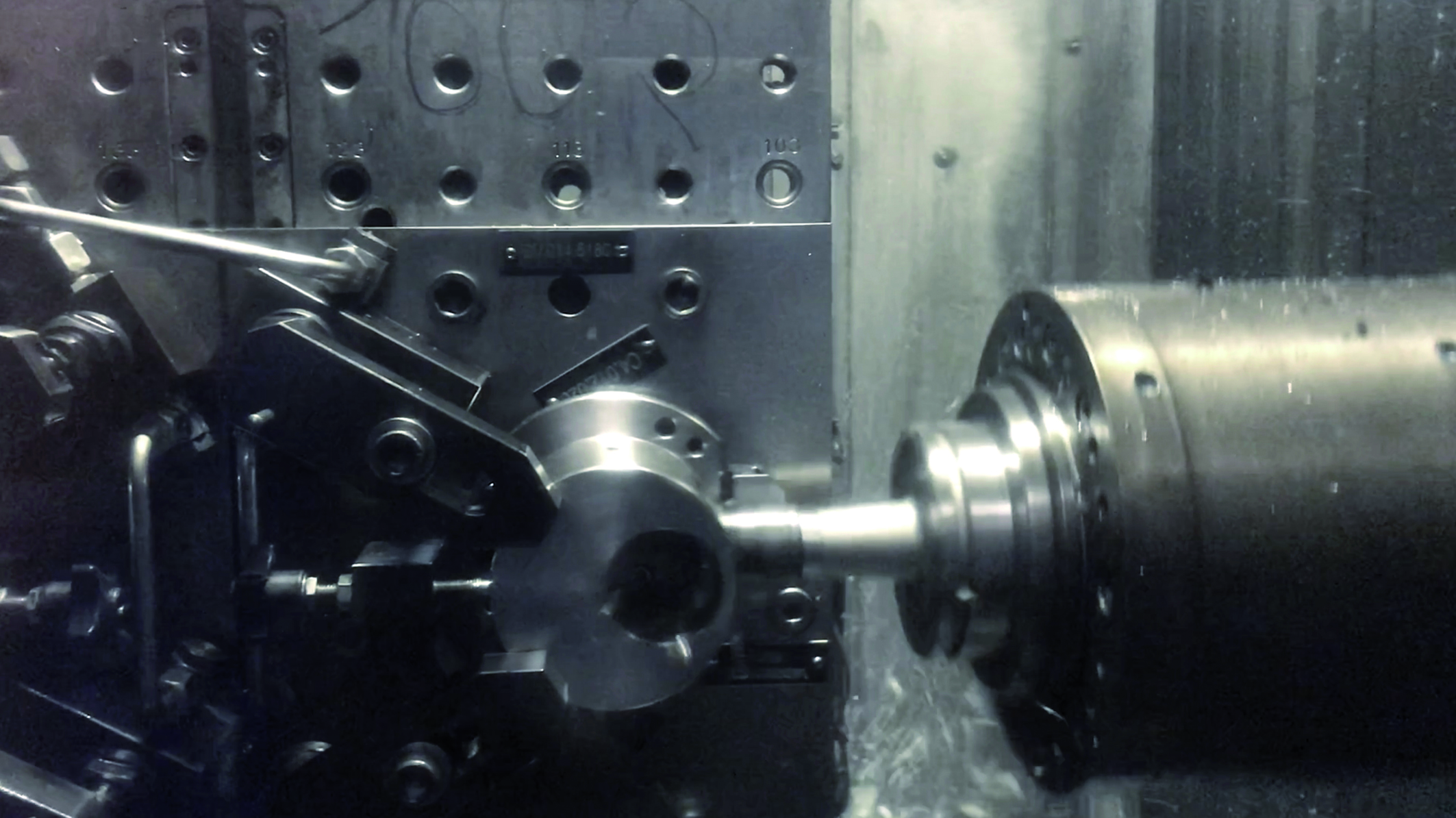
For this project, the milling cutter was to be used in a special version with a diameter of 39 millimetres. This is fitted with five four-edged indexable inserts in the TiAlN PVD-coated cutting material grade IC810. “The milling cutter removes the material in vertical pendular movements,” explains Hammer. “After each path, we add 1.35 millimetres. Thus, the tool mills the 80 millimetres at lightning speed, and the machine purrs like a kitten.” The slotting cutter is only used again to cut the radius at the bottom.
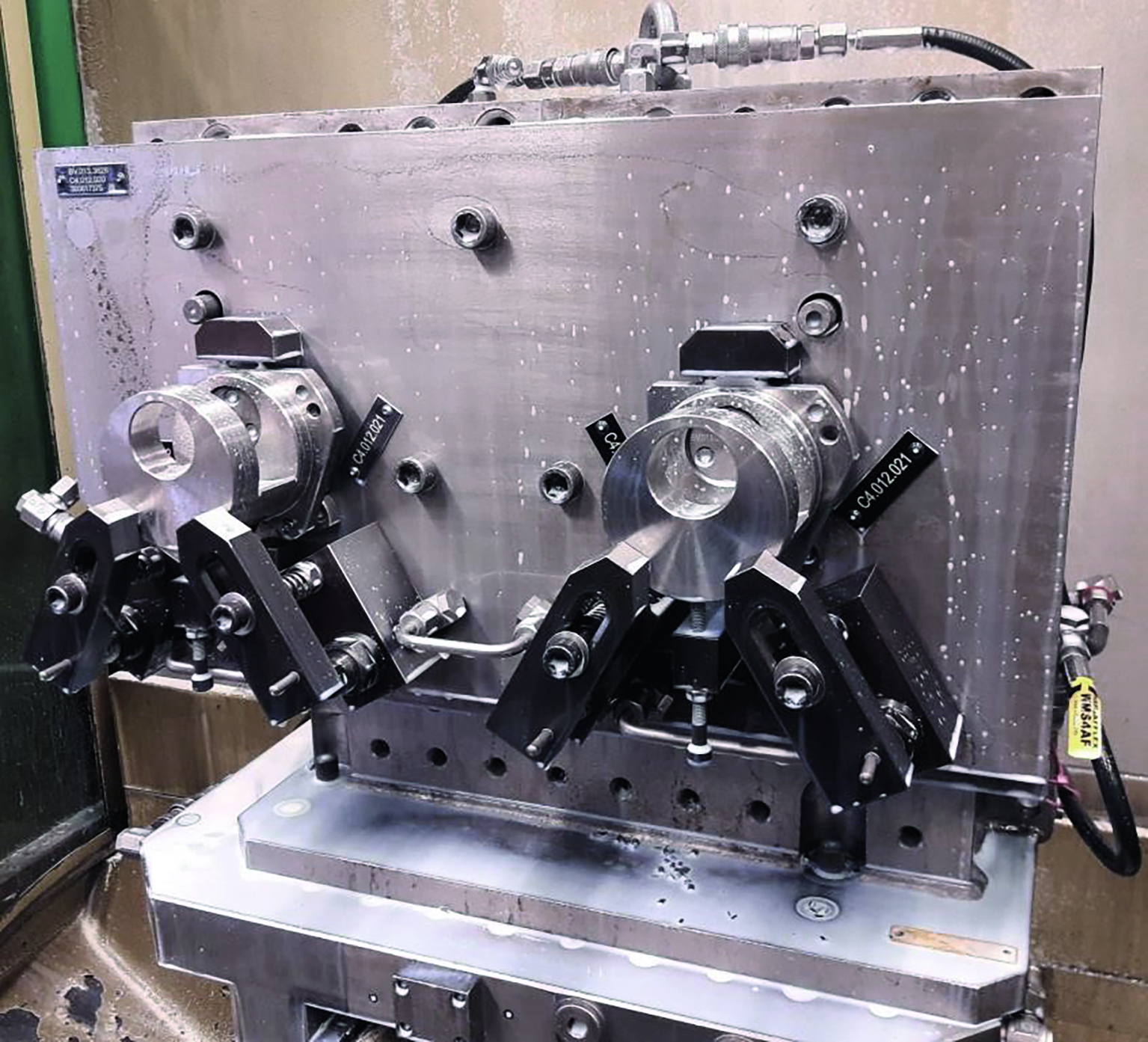
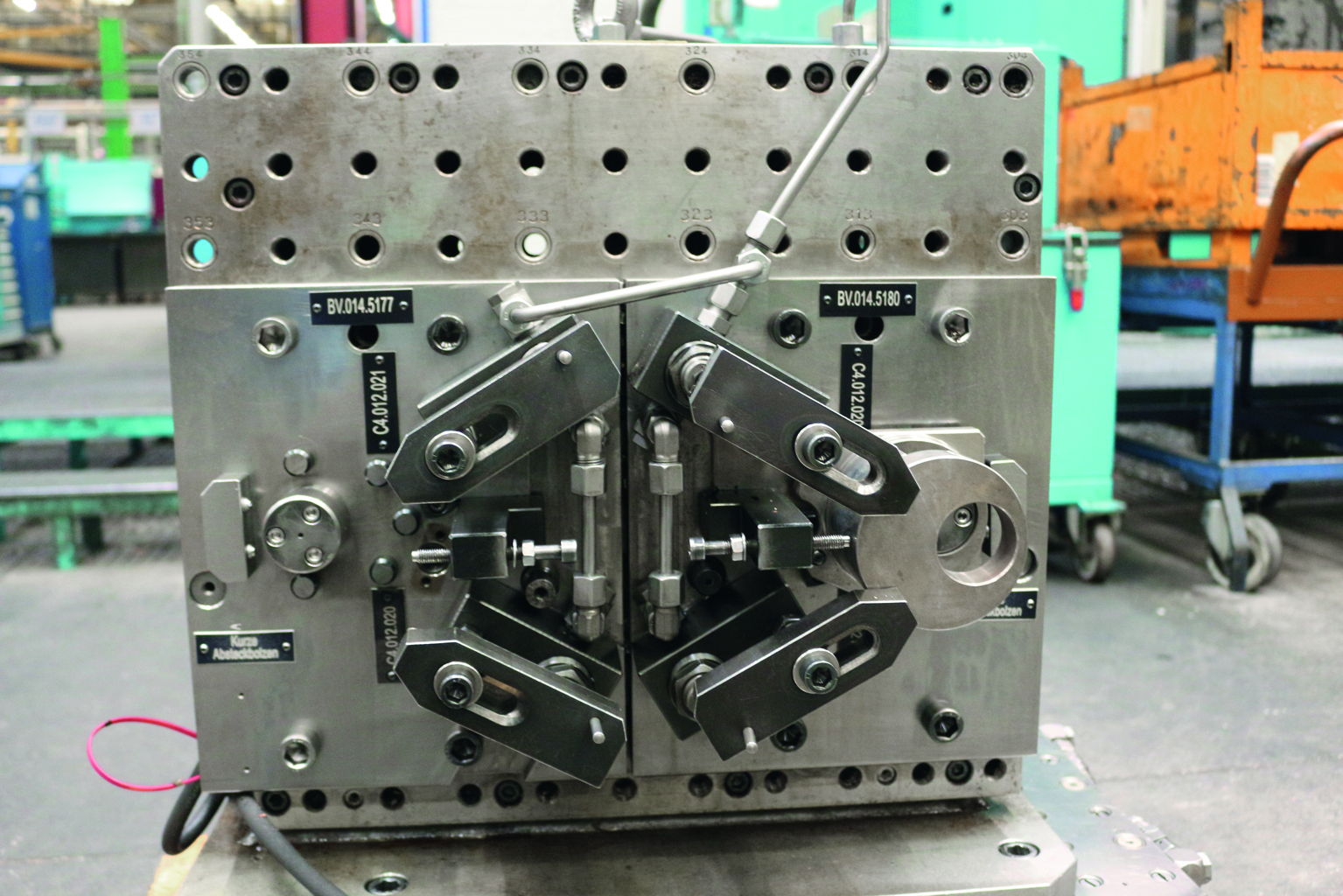
In order to be able to implement the new machining strategy, the originally horizontal clamping device (left) first had to be converted for vertical machining. This allows the MILL 4 FEED to engage from the side and remove the material
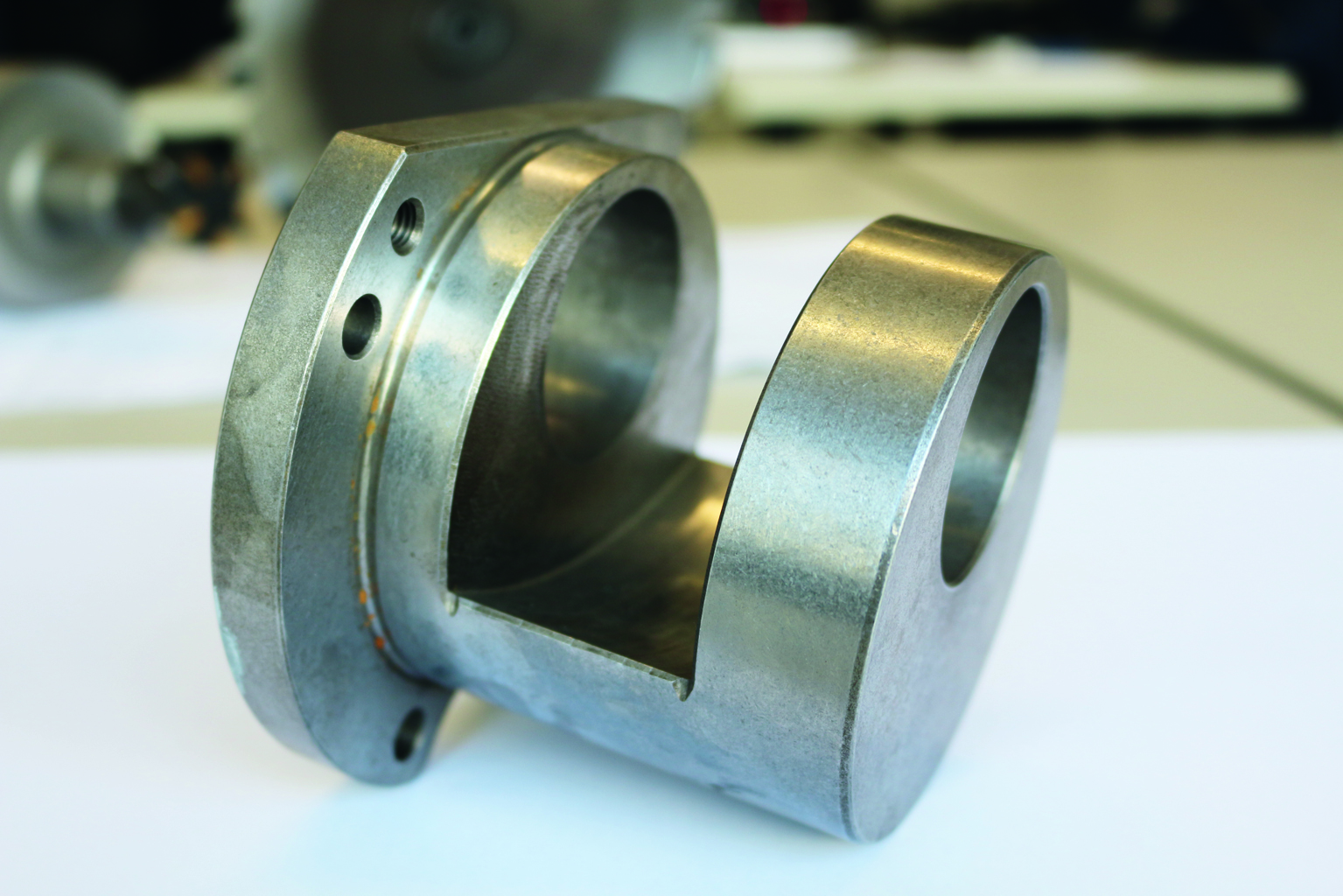
Heidelberger manufactures more than 270 pairs of bearing bushes per month in Wiesloch, and a groove about 80 millimetres deep and 40 millimetre wide must be made in each one.

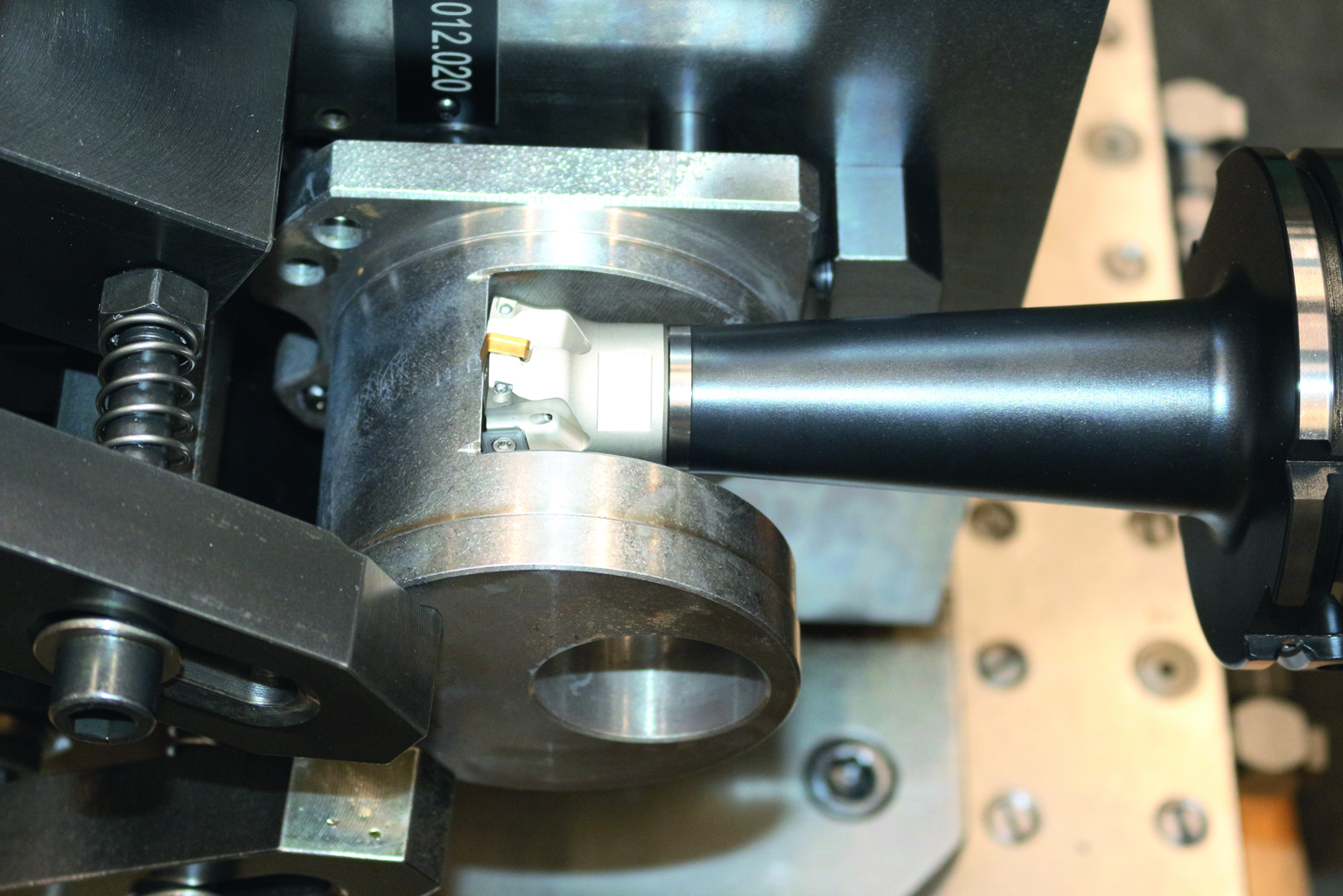
This project uses the powerful MILL 4 FEED high feed milling cutter in a special version with a diameter of 39 millimetres.
Satisfaction all down the line
“With this solution, we got the stable manufacturing process we needed for reliable machining,” Greulich is pleased to say. “Not only were we able to reduce the production time per bushing by 30 percent, but we also reduced tooling costs by 55 percent. Wear on the machine decreased, the strong vibrations are gone and so is the heavy noise.” Another advantage: the operator at the machine can change the indexable insert himself on the MILL 4 FEED, which significantly reduces the set-up time. “That wasn’t possible at all with the large side milling cutter because of the complexity,” says Schulz. “If a tool change was necessary, the tool output took care of that, because the individual plates had to be set precisely. Time savings are enormous.”
But the project did not go entirely without a scare. “Originally, the tool had another parting point that turned out not to be as stable as we would have liked,” explains Heid. The screw connection of the cutter came loose due to the alternating load that occurred. “ISCAR mastered this challenge brilliantly. They modified the tool and fitted it with a Flexfit holder,” says Greulich. “Now the milling cutter holds firmly.” This uncomplicated cooperation with ISCAR is a very big plus for Mathias Greulich. “A quick call to Ettlingen is all it takes and the required tool or spare parts are there within 24 hours,” he praises. “If it’s really urgent, it’s also possible to send a short message to one of the field staff informally.” ISCAR is always ready with advice and support and takes observations and suggestions seriously. “It is a cooperation at eye level, with lively exchange,” says Greulich. “Despite, or perhaps because of, the huge and almost too large selection of different tools, ISCAR always offers innovative new solutions.”
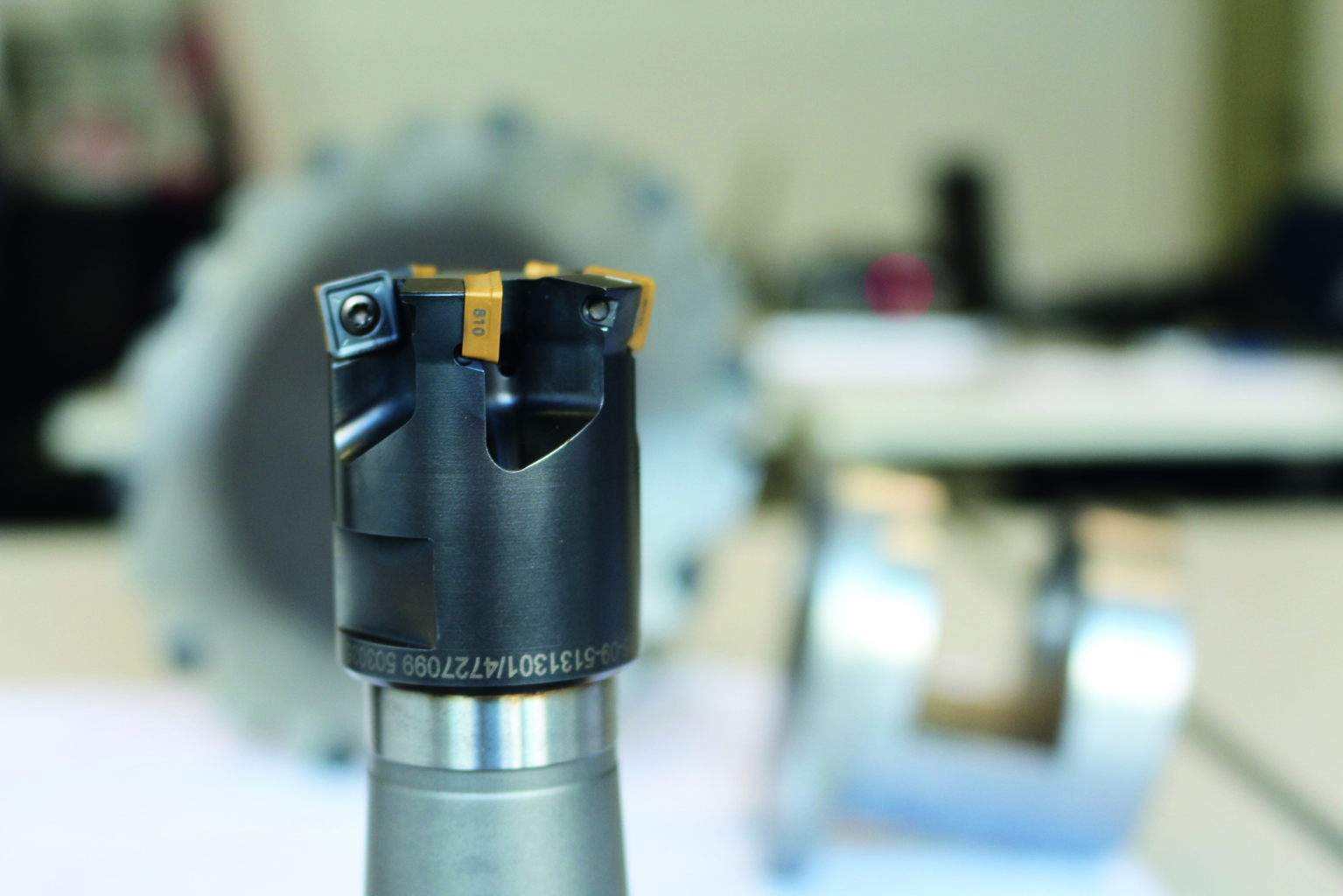
The MILL 4 FEED is equipped with five four-edged indexable inserts in the TiAlN PVD-coated cutting material grade IC810.

Andreas Heid, technical advisor and sales manager at ISCAR (2nd from left) gives pre-planner Thorsten Schulz a detailed presentation of the MILL 4 FEED high-feed milling cutter. Detailed planner Holger Hammer and tool technologist Mathias Greulich (all Heidelberger Druck) are also interested.

Über uns zerspanen







Lesen Sie auch




