

Prozesse beherrschen: Hochglanzbearbeitung
Oberflächengüten mit Spiegelglanz und Ebenheiten im Nanometerbereich: Dies sind Eigenschaften, die sich nur mit dem Prozess der Ultrapräzisionszerspanung beziehungsweise der Hochglanzbearbeitung realisieren lassen. Für das perfekte Ergebnis sorgt das eingesetzte Präzisionswerkzeug mit dem passenden Schneidstoff. Die erzeugte Oberfläche ist immer das Spiegelbild der Werkzeugschneide. Nur eine Schneide aus monokristalinem Diamant (MKD) lässt sich aufgrund seiner inneren Struktur und der Härte so fein polieren, dass bei der Zerspanung eine makellose Oberfläche entsteht. Für die perfekte Politur der schartenfreien Schneidkante gibt es keine computergesteuerten Maschinen. Nur das Feingefühl und das Know-how speziell geschulter Mitarbeiter entscheiden über das hochglänzende Ergebnis. Denn das Finishing der hochkarätigen Werkzeuge ist reine Handarbeit.
Die Hochglanzbearbeitung mit MKD gehört zu den Königsdisziplinen der spanenden Fertigung mit geometrisch bestimmten Schneiden. Zwei hundertstel Millimeter Schlichtaufmaß trennen eine sehr gute Oberfläche von der perfekten Oberfläche mit Spiegelglanz. Das Einsatzspektrum ist breit gefächert. Der Fertigungsprozess ist in zahlreichen Branchen im Einsatz. In der Schmuckindustrie sorgen die Werkzeuge für den Glanz beispielweise bei der Fertigung von sichtbaren Teilen einer hochwertigen Armbanduhr und den meisten Eheringen. Bei der Fertigung von Spiegeln für Weltraumteleskope garantiert die nahezu perfekte Formgenauigkeit der gefrästen Spiegelfläche für einen verzerrungsfreien Blick ins All. Bei der Fertigung nahezu jeder Sehhilfe, egal ob Brille oder Kontaktlinse, waren Werkzeuge mit Diamantbestückung im Einsatz. Eine weitere Einsatzmöglichkeit ist der Werkzeug-, Modell- und Formenbau. Hier können aufwendige und teure Polierarbeiten eingespart werden. Die Liste lässt sich erweitern, nicht zuletzt in der Medizintechnik sind diese Werkzeugsysteme fest etabliert.
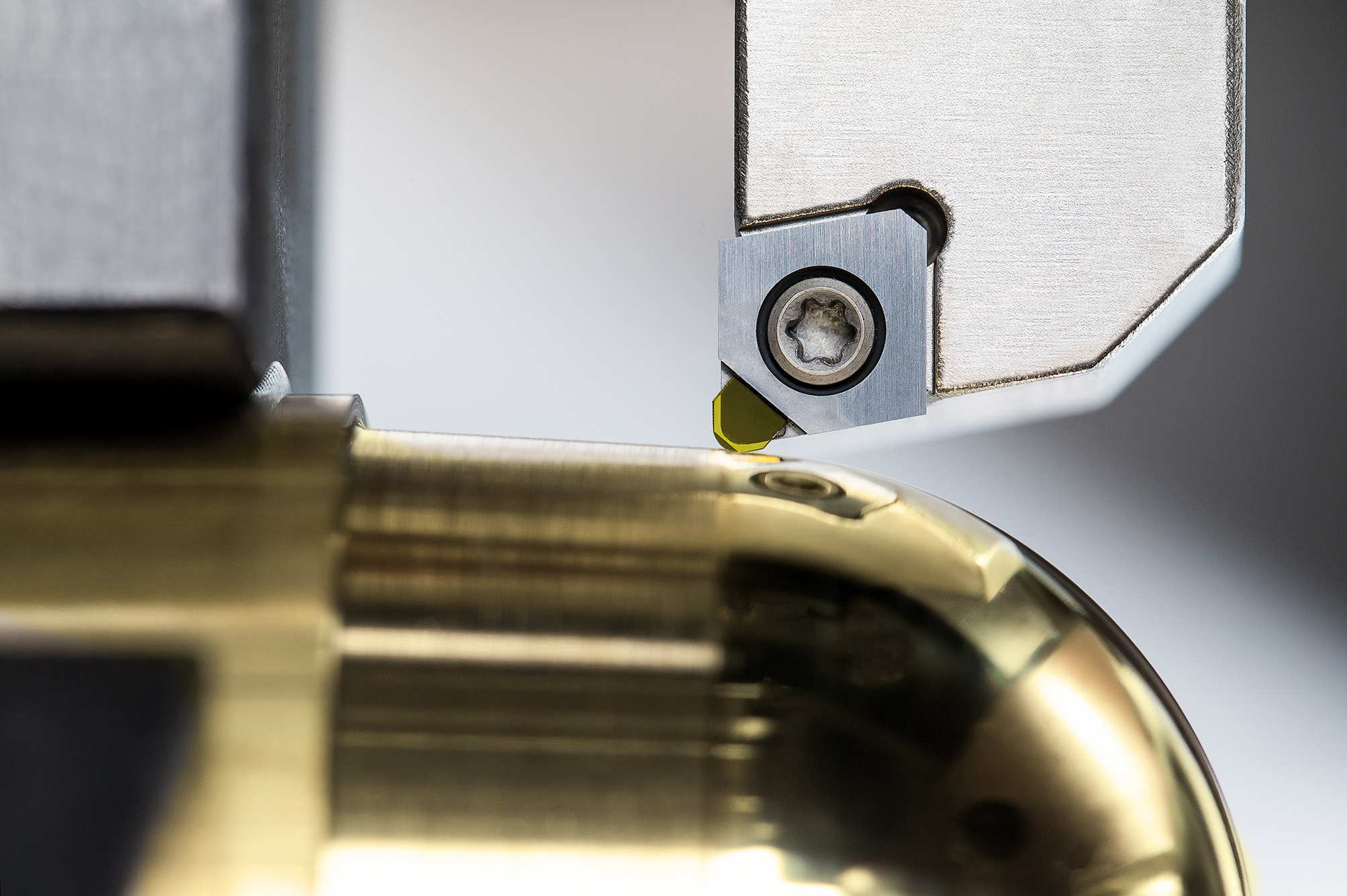
Für die Drehbearbeitung eines Wandauslauf-Prototyps bekam ein Anwender von einem Hersteller von Premiumarmaturen den Auftrag, sich mit der Hochglanzzerspanung auseinanderzusetzen. Die klaren Geometrien und die planen Flächen des Prototypendesigns erfordern die Zerspanung mit MKD. Abweichungen in den Oberflächen und der Geometrie wären durch das spätere Verchromen sichtbar. Wegen dieser Qualitätsanforderungen wurde das Polieren nach der spanenden Bearbeitung ausgeschlossen, da kleine Unregelmäßigkeiten in der Oberfläche die Lichtbrechung in der wenigen Mikrometer dicken Chromschicht immens beinträchtigen würden. Viel Zeit hatte der Anwender nicht, um die Lösung der Zerspanungsaufgabe zu finden. Die Schwierigkeit an der Zerspanung des aus Messing gegossenen Rohlings war die lange Auskraglänge von rund 200 mm. Horn löste die Aufgabe mit einer MKD-bestückten ISO-Schneidplatte. Die geforderte Rauheit der Konstrukteure des Armaturenherstellers konnte somit durch die strengen Qualitätskontrollen erreicht werden.
Einsatz in der Forschung
In der Wissenschaft erhoffen sich die Forscher neue Erkenntnisse, die sich mithilfe von Spiegeln mit hochglänzenden und präzisen Oberflächen gewinnen lassen. Ein Beispiel ist eine Gruppe von Astrophysikern der Universität Kassel. In einer Vakuumkammer erzeugen die Wissenschaftler Materie, die sonst nur im All vorkommt, und sammeln so Erkenntnisse über das Werden und Vergehen von Sternen. Ausgeklügelte Lasersysteme und präzise Spiegelsysteme helfen den Forschern bei der Umsetzung ihrer Ideen und Theorien. Bei der Forschung werden Laserstrahlen über die Spiegel durch eine entstandene Gaswolke gelenkt. Je öfter der Strahl hin und her reflektiert wird, je häufiger also die Gaswolke durchleuchtet wird, desto eindeutiger sind die detektierten Signale. Vor der Hochglanzbearbeitung setzten die Forscher auf polierte Spiegel. Diese besaßen zwar eine spiegelnde Oberfläche, aber die Ebenheit hatte aufgrund der vielen Polituren zu viele geometrische Ungenauigkeiten. Die mit MKD bestückten Fräser konnten diese Probleme lösen.
Auch auf nicht speziellen, universellen Bearbeitungszentren lassen sich hochglänzende Oberflächen erzeugen. Die Lagerung der Antriebe und der Spindel spielen hierbei die entscheidende Rolle. Die Hochglanzzerspanung ist auf Nicht-Eisen-Metalle, Edelmetalle und faserfreie Kunststoffe begrenzt. Der wirtschaftliche Einsatz in Stahlwerkstoffen ist durch die chemische Wechselwirkung nicht möglich. Im Einsatz würde der Kohlenstoff des Diamanten in das Eisen im Stahl diffundieren und somit den Diamanten auflösen.
Handwerkskunst
Um Oberflächengüten mit Spiegelglanz zu erzeugen, spielt die Qualität der Werkzeugschneidkante die entscheidende Rolle. Die Qualität der Schneidkante spiegelt sich in der zu bearbeitenden Oberfläche wider. Der finale Schliff beziehungsweise die Politur der MKD-Schneide gleicht einer Handwerkskunst. Ähnlich wie beim Schliff eines Schmuck-Brillanten geschieht das Finishing einer Werkzeugschneide für die Hochglanzzerspanung mit einer Schleifzange von Hand. Optimale Voraussetzungen zum Schleifen der Schneiden ermöglichen luftgelagerte Schleiftische mit einer Tischplatte aus massivem Granit. Für die optische Kontrolle wird ein Mikroskop mit 200-facher Vergrößerung genutzt. Unter dieser Vergrößerung muss die Schneidkante absolut schartenfrei sein. Die dabei entstehende Schneide hat einen Radius vom maximal 0,0002 mm. Für das Schleifen von MKD-Kugelfräsern zur Hochglanzzerspanung von Freiflächen entwickelte Horn eine spezielle Schleifmaschine, mit der sich auch kleinste Radien prozesssicher schleifen lassen.
Bei der Hochglanzzerspanung kommen hauptsächlich synthetische Diamanten zum Einsatz. Zur Herstellung der synthetischen Steine kommen zwei unterschiedliche Verfahren in Betracht. Beim HPHT-Verfahren (High Pressure, High Temperature) entstehen die Diamanten unter hohem Druck und großer Hitze. Also auf fast natürlichem Wege, nur nicht über Millionen Jahre, sondern innerhalb einiger Stunden oder Tage, je nach gewünschter Größe. Hierbei wird reines Graphitpulver mit einem Druck von 60.000 Bar und einer Temperatur von 1.500 Grad Celsius zu einem Diamanten umgewandelt. Diamanten aus diesem Prozess kennzeichnen sich durch eine leichte gelbliche Färbung, die durch die Lichtbrechung von eingelagerten Stickstoffatomen entsteht. Die maximale Kantenlänge der synthetischen Steine liegt bei 10 mm. Dimensionen darüber hinaus sind theoretisch möglich, wären jedoch nicht wirtschaftlich.
Horn setzt bei der Bestückung der MKD-Werkzeuge auf die noch reineren MCC-Diamanten. Diese monokristallinen Steine entstehen durch das CVD-Verfahren. Als Kohlenstoffquelle dienen verschiedene Gase, hauptsächlich Methan, die sich im Prozess abscheiden und den Diamanten wachsen lassen. Die Diamanten kennzeichnen ihre glasklare bis, je nach Dicke, leicht bräunliche Farbe. Ein großer Vorteil dieses Verfahrens ist die mögliche Kantenlänge der Steine. So können auch lange Bestückungen mit beispielsweise 30 mm Schneidkantenlänge realisiert werden. Für solche Werkzeuge musste man davor auf natürliche Diamanten zurückgreifen, die durch den hohen Preis, die Verfügbarkeit und die natürlichen Einschlüsse nur schwer zu realisieren sind

Das Polieren der MKD-Schneiden gleicht einer
Handwerkskunst. Quelle: Horn/Sauermann


Über uns einschneidend







Lesen Sie auch




