

VHM-Kreissegmentfräser: Wachsender Trend in der Metallbearbeitung
Die Anforderungen an die Bearbeitung komplexer Oberflächen mit geringem Aufmaß nehmen immer mehr zu. Das liegt vor allem an neuen Herstellungsverfahren wie 3D-Druck, Feinguss und Schmieden mit engen Toleranzen, Weiterentwicklungen bei den Bearbeitungsmaschinen und der fortschreitenden digitalisierten Fertigung. Deshalb erwartet ISCAR eine steigende Nachfrage nach Kreissegmentfräsern. Der Spezialist stellt sich mit seiner SOLIDMILL- und MULTI-MASTER-Familie auf diesen vielversprechenden Industrietrend ein.
Vor rund 25 Jahren kamen die ersten Vollhartmetall (VHM)-Schaftfräser auf den Markt, deren Schneide eigentlich ein Segment eines großen Bogens ist. Zunächst beschränkte sich der Einsatz dieser Werkzeuge auf wenige spezifische Aufgaben, wie die Bearbeitung von 3D-Oberflächen mit komplexen Formen und Komponenten von Turbinen. Durch Fortschritte bei der 5-Achs-Bearbeitung und bei CAM-Systemen hat sich ihr Anwendungsbereich stark erweitert.
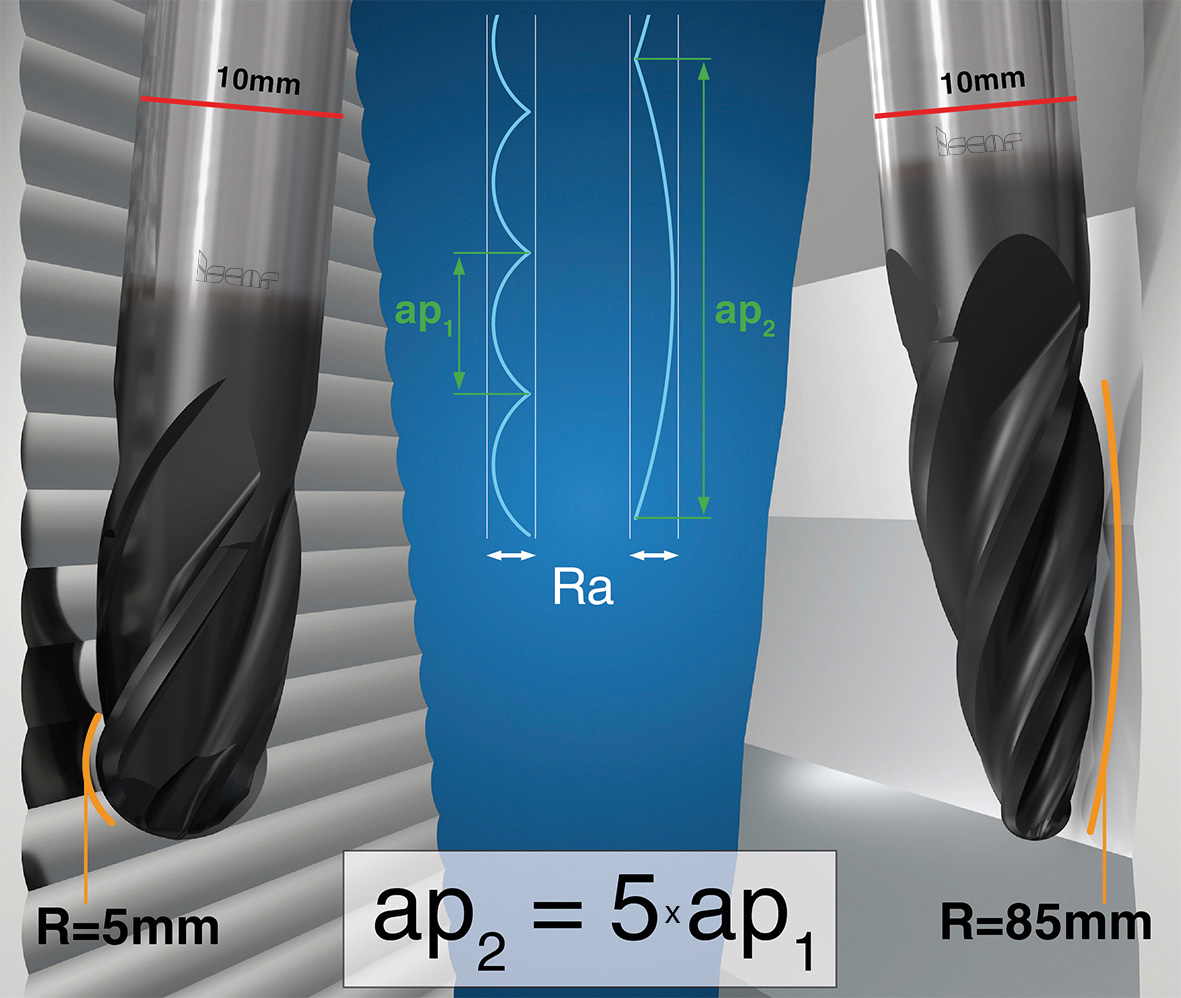
Das Konstruktionsprinzip einer Schneidkante als Kreissegment eines großen Durchmessers wurde auch bei Hochvorschubfräsern umgesetzt. Deren torusförmige Schneidgeometrie sorgt für einen dünneren Span, dadurch ist beim Schruppen eine sehr hohe Vorschubgeschwindigkeiten möglich. Die VHM-Kreissegmentfräser dagegen werden zum Schlichten und Vorschlichten von 3D-Oberflächen mit geringem Materialabtrag eingesetzt und ersetzen hier zunehmend die Kugel- und Torusfräser. Durch den großen Radius an der Schneide werden die Bahnabstände größer als bei den Durchgängen mit anderen Werkzeugen, wie zum Beispiel Kugelfräsern. Ein weiterer Vorteil: Die Zahl der Bearbeitungszyklen reduziert sich deutlich. Dadurch sinkt nicht nur die Bearbeitungszeit, auch die Standzeit des Werkzeugs nimmt zu. Damit spart der Anwender deutlich Werkzeug- und Maschinenkosten.
Unterschiedliche Geometrien für spezifische Anwendungen
Um die VHM-Kreissegmentfräser vielseitiger einzusetzen, wurde ihr Design nach und nach verändert. Zur klassischen Tonnenform traten weitere Varianten: Eine Kugelspitze kombiniert mit peripheren Schneidkanten mit großem Radius. Der Anwender kann dieses Werkzeug wie einen Kugelfräser mit leichter Anstellung einsetzen. Dieser erlaubt einen punktgenauen Kontakt zwischen der Hauptschneide und der bearbeiteten Oberfläche. Das verbessert die Präzision und verhindert ein Nachschneiden der produzierten Form. Die Kegelform reduziert zudem den Werkzeugüberhang und steigert die Werkzeugleistung. Tropfen- und Kegelfräser werden hauptsächlich für Seitenflächen eingesetzt. Für Bodenflächen ist ein Linsenfräser die bessere Lösung. Dieser verfügt über eine präzise geschliffene Stirngeometrie und erlaubt ebenso große Zeilensprünge.

ISCAR hat Tropfen-, Kegel- und Linsenfräser in Durchmessern von acht bis 16 Millimetern im Portfolio. Neben den VHM-Schaftfräsern sind die Werkzeuge auch als austauschbare MULTI-MASTER-Fräsköpfe erhältlich.
Breiter Einsatz von Schaftfräsern
VHM-Kreissegmentfräser sind effiziente Lösungen für die Bearbeitung von 3D-Oberflächen. Ein limitierender Faktor für ihren breiten Einsatz war lange Zeit die dafür erforderliche, komplexe CNC-Programmierung. 5-Achsmaschinen und weiterentwickelte CAM-Software vereinfachten den Gebrauch heute. Anwender nutzen sie heute verstärkt, um Komponenten mit komplexen geometrischen Oberflächen für die Luft- und Raumfahrtindustrie, für den Gesenk- und Formenbau, für die Medizintechnik sowie für Turbinen und Kompressoren wirtschaftlicher herzustellen.
Um den gestiegenen Kundenanforderungen gerecht zu werden, entwickeln Werkzeughersteller wie ISCAR stetig neue Fräsergeometrien und optimieren bestehende Produkte. Ein gutes Beispiel ist die SOLIDMILL- und MULTI-MASTER-Familie.
Der MULTI-MASTER-Vorteil
ISCARs Portfolio umfasst Tropfen- und Linsenfräser in Durchmessern von acht bis 16 Millimetern. Neben den VHM-Kreissegmentfräsern sind die Werkzeuge auch als austauschbare MULTI-MASTER-Fräsköpfe erhältlich. Damit profitieren Anwender vom schnellen und einfachen Werkzeugwechsel. Während der Werkzeugschaft dabei in der Maschine bleibt, schraubt der Anwender nur den neuen Fräskopf hinein. So reduziert sich die Rüstzeit auf praktisch null. Zudem ist dieses System nachhaltig, umweltfreundlich, ressourcenschonend und wirtschaftlich: Ist der Fräser am Ende seiner Lebensdauer angelangt, muss nur der Kopf und nicht das ganze Werkzeug entsorgt werden.

Kreissegmentfräser werden bei der Herstellung von Komponenten mit komplexen geometrischen Oberflächen für die Luft- und Raumfahrtindustrie, für den Gesenk- und Formenbau, für die Medizintechnik sowie für Turbinen und Kompressoren eingesetzt.

Über uns einschneidend






Meistgelesen

Lesen Sie auch




