

Die Herausforderung: stabile Prozesse und höchste Präzision im Dauerbetrieb

Beim Unternehmen VDL GL Precision im holländischen Eindhoven fertigt man seit Jahren Titan-Bauteile für die Halbleiterindustrie. Aktuell mussten die Kapazitäten drastisch erhöht werden, gleichzeitig wurden allerdings auch die Toleranzen noch enger. Investiert wurde deshalb in eine Fertigungsanlage mit vier Bearbeitungszentren VERSA 645 linear von Fehlmann und eine Automationslösung mit einem 6-Achs-Roboter Gibas. Eine Anlagenkonfiguration, die in dieser Form in Europa sicher einzigartig ist.
Die VDL Groep mit Sitz in Eindhoven setzt bei Investitionen seit Jahren auf Bearbeitungszentren von Fehlmann. Dem aktuellen Projekt, einer Produktionsanlage für Linearmotorkomponenten, ging aber dennoch ein äußerst intensiver Benchmark voraus. Entschieden hat man sich für die Unternehmen Fehlmann und Gibas. Ausschlaggebend waren so, Dino Verhoef, zuständig für die Gibas/Fehlmann Anlage bei VDL GL Precision, die Positioniergenauigkeit und die Wechselzeiten der Bearbeitungszentren sowie die Automatisierung. Was zunächst etwas lapidar klingen mag, war in Sachen Komplexität und geforderter Präzision allerdings eine echte Herausforderung. Die Gibas Automation im holländischen Nijkerk hatte hier als Fehlmann-Vertretung, die Gesamtverantwortung inklusive der Software von Soflex. Im Detail besteht die Anlage aus vier Bearbeitungszentren VERSA 645 linear von Fehlmann, einer Gibas-Automationslösung mit einem 6-Achs-Roboter auf Schiene, dem Späne- und Kühlmittelmanagement (10.000 l), einer Waschmaschine sowie einer Messmaschine von Zeiss. Dino Verhoef sieht die Herausforderung allerdings weniger im Detail: „Wir wollten ja nicht in Maschinen oder eine Anlage investieren, sondern in stabile Prozesse.

Präzision heißt in Eindhoven: Bauteile aus Titan mit Toleranzen zwischen 2 bis 3 µm über das gesamte Bauteil.
Es gibt sicher viele, die in klimatisierten Räumen drei bis vier µm fertigen können. Bei uns muss das aber selbst bei wiederkehrenden Prozessen kontinuierlich gewährleistet sein. Das heißt, wir fertigen 24 Stunden am Tag, fünf Tage die Woche.“ Konkret geht es in Eindhoven um Bauteile aus Titan mit Toleranzen von 2 bis 3 µm über das gesamte Bauteil. Die Laufzweiten pro Bauteile liegen bei ca. vier Stunden, die Losgrößen sind dreißig Stück pro Variante, insgesamt gibt es sechs Varianten. So wurde von VDL im Rahmen des Benchmarks ein Testbauteil aus Aluminium mit einer Kantenlänge von 50 mm entworfen. Ein Würfel, der auf fünf Seiten unterschiedlich große Kreistaschen in verschiedenen Tiefen hatte. Für Jos Sanders, Verkauf bei Gibas Numeriek, hat VDL hier nichts dem Zufall überlassen: „Der Versuch fand bei Fehlmann in der Schweiz statt. Die Aufgabe war, fünf Seiten in einem ersten Stepp zu fräsen und im Abstand von 20 Minuten die Kreistaschen. Der zeitliche Abstand wurde gewählt, um zu sehen, wie sich die Abkühlphase der Maschine auf die Präzision auswirkt. Diese Bearbeitung wurde fünfmal über jeweils vier Stunden wiederholt, das gesamte Bauteil musste bei den Form- und Lagetoleranzen innerhalb von 3 µm liegen. Das war ein echter Dauertest, das kann nicht jeder.“ Nun kann man innerhalb dieser insgesamt 20 Stunden sicher beurteilen, wie eine Maschine thermisch reagiert. Die VERSA 645 linear konnte die Toleranzen problemlos halten und entsprechend gut waren auch die Oberflächen.

Der 6-Achs-Roboter auf Schiene von Gibas handelt Bauteile sowohl für die Bearbeitungszentren wie auch für eine Waschmaschine plus eine Zeiss Messmaschine.
Seit August 2022 störungsfreier Dauerbetrieb mit weit über 2.000 Spindelstunden
Unabhängig davon, dass die VERSA 645 linear bereits in der Standardversion für höchste Präzision bekannt ist, wurde von VDL die Option Genauigkeitspaket gezogen.
Im August 2022 wurde dann in Eindhoven mit der Produktion gestartet. Aktuell sind bisher auf jeder Maschine weit über 2.000 Spindelstunden registriert, die Anlage produziert seither problemlos und effizient. Diesen störungsfreien Dauerbetrieb und die hohe Prozesssicherheit sowie die Wirtschaftlichkeit führt man in Eindhoven auf unterschiedliche Kriterien zurück. Zunächst bestand das vermeintliche Risiko mit dem Roboter auf Schiene. Bei einem Ausfall würde die komplette Anlage stehen. Dino Verhoef macht sich darüber aber keine Gedanken, denn demnach sind diese Automationslösungen in den letzten Jahren sehr sicher geworden und zudem hat man mit Gibas einen verlässlichen Partner. Den Dauerbetrieb hatte man bei Fehlmann ohnehin schon ausgiebig getestet. Und was die Durchlaufzeiten angeht, die Linearantriebe mit entsprechender Dynamik und Beschleunigung bringen die Stückzeiten, die sich die Verantwortlichen erwartet haben. Zum Vergleich, diese Bauteile wurde vorher auf einer anderen Präzisionsmaschine mit herkömmlichen Antrieben mit einer Durchlaufzeit von 4 Stunden gegenüber der VERSA 645 linear mit 3 Stunden gefertigt.
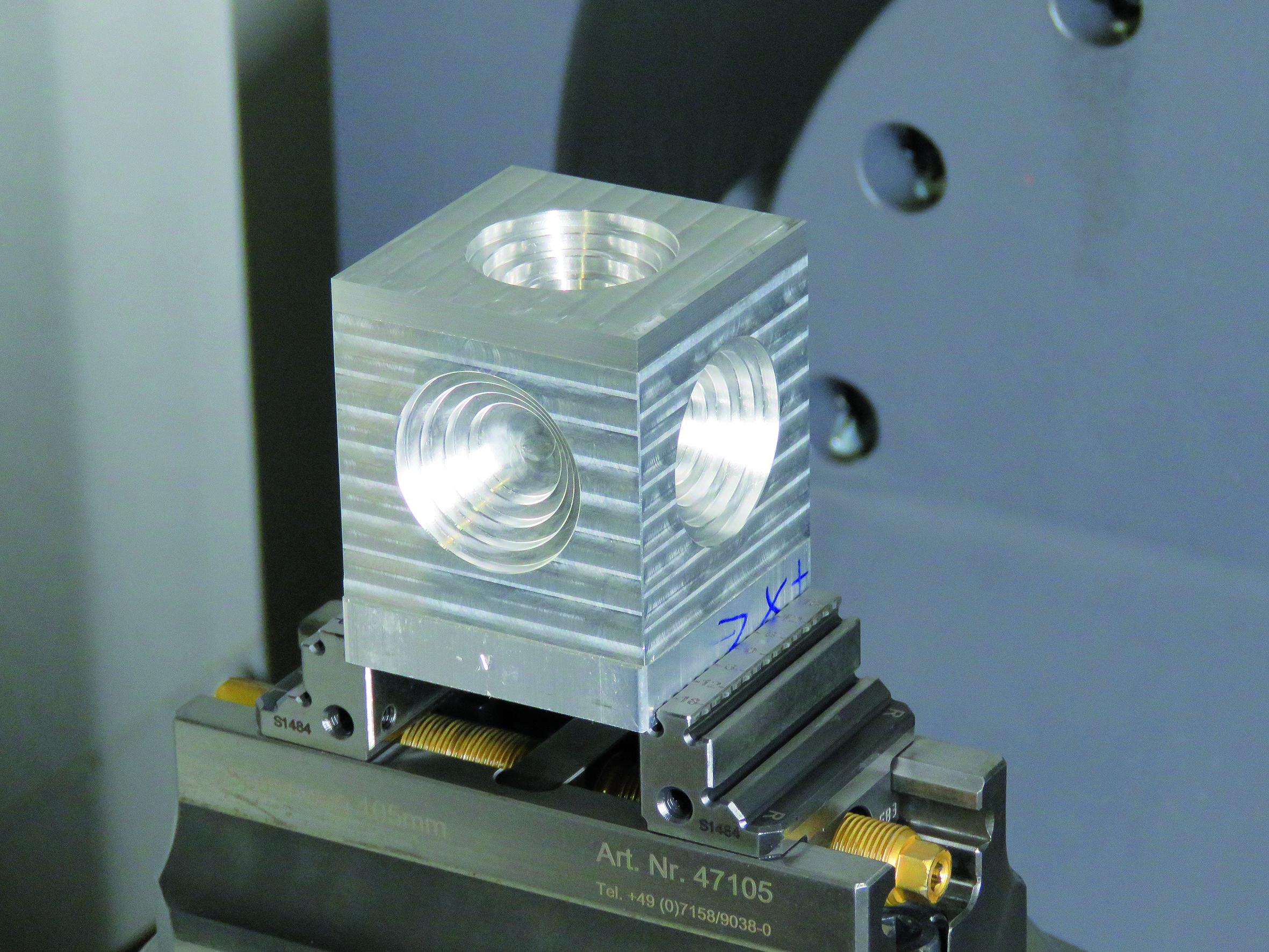
Die Bearbeitung dieses Testbauteils wurde fünfmal über jeweils vier Stunden, inklusive Verweilzeiten im NC-Programm wiederholt, das gesamte Bauteil musste bei den Form- und Lagetoleranzen innerhalb von 3 µm liegen.
In der Anlaufphase hatten die Verantwortlichen bei VDL allerdings noch einen Wunsch. Dazu Alain Strebel, Verkaufsleiter bei Fehlmann: „Bei gewissen Bearbeitungen wollte VDL kürzere Werkzeughalter einsetzen, um bei sehr kleinen Werkzeugdurchmessern mehr Frässtabilität zu erreichen. Dazu war mehr Verfahrweg in Z notwendig. Dieser Anforderung konnten wir, aber auch für künftige Maschinen nachkommen. Wir haben den Y-/Z-Schlitten umkonstruiert und erreichen jetzt 30 mm mehr Verfahrweg in Z.“
Nun fertigt das Unternehmen VDL GL Precision zu 90 Prozent für die Halbleiterindustrie. Die Märkte in Amerika, Taiwan oder auch Korea wachsen rasant und so ist das aktuelle Ziel, die Kapazitäten um das 2,5 fache zu erhöhen. Deshalb wurde bereits in eine ähnliche Anlage von Gibas und Fehlmann investiert. Allerdings mit fünf VERSA 645 linear.
Alain Strebel, Dino Verhoef und Jos Sanders (vlnr.): „Es gibt sicher viele, die in klimatisierten Räumen bis auf drei bis vier µm fertigen können. Hier aber geht es um wiederkehrende Prozesse, die 24 Stunden am Tag, fünf Tage die Woche, gewährleistet sein müssen.“

Über uns praxis-und-prudukte







Lesen Sie auch




