

Unrunde Sache

Das Polygon ist in der elementaren Geometrie eine ebene geometrische unrunde Figur, welche durch eine geschlossene Strecke entsteht. Zur Fertigung von regelmäßig unrunden Konturen haben Werkzeughersteller sowie Maschinenhersteller, Werkzeugsysteme und Zyklen entwickelt, um diese Formen produktiv in der Serienfertigung herzustellen. Der Werkzeughersteller Horn aus Tübingen bietet mit seinem Werkzeugportfolio zahlreiche Lösungen, mit denen der Prozess des Polygondrehens wirtschaftlich umgesetzt werden kann. Auch die Loesch GmbH aus dem schwäbischen Gschwend vertraut seit einigen Jahren auf die Werkzeuge von Horn für ihre unrunden Formen. Zum Drehen eines Innensechskants zählen der Geschäftsführer Jörg Loesch und der Fertigungsplaner Sascha Braun auf das Horn-System Mini.
Jörg Loesch übernahm das Unternehmen im Jahr 1995 von seinem Vater Arnold Loesch, welcher das Unternehmen 1974 gründete. Anfänglich beschäftigte sich die Firma mit dem Hartlöten und kleineren Montagearbeiten. Jörg Loesch setzte seinen Fokus nach der Übernahme auf den Ausbau des Bereiches CNC-Drehen und stellte die Weichen des Unternehmens in Richtung reiner Lohnfertigung. Neben dem CNC-Drehen ist das Unternehmen auch Spezialist für die Fertigung von komplexen CNC-Frästeilen und dem CNC-Schleifen von Präzisionsbauteilen. Die Loesch GmbH steht seinen Kunden heute mit 30 Mitarbeitern als Systemlieferant von der Fertigung über die Wärmebehandlung bis hin zur Montage und Beschriftung zur Seite. Zu den Kunden von Loesch zählen Unternehmen aus dem Maschinen- und Anlagenbau sowie aus der Automobilindustrie.
Zur Fertigung einer Schlüsselweite an einem Hydraulikbauteil suchte Loesch nach einem geeigneten Bearbeitungsprozess. Von dem Bauteil fertigt das Unternehmen rund 600 Stück pro Jahr. „Wir haben uns gegen das Räumen entschieden und suchten nach einer alternativen Lösung für die Fertigung der Schlüsselweite. Wir wollten keine gepressten Restspäne in der Bohrung, wie sie beim Profilräumen vorkommen“, sagt Braun. Die Schlüsselweite beträgt 14 mm mit einer Tiefe von 16 mm. Das Werkstück wird aus dem Werkstoff C45 gefertigt.
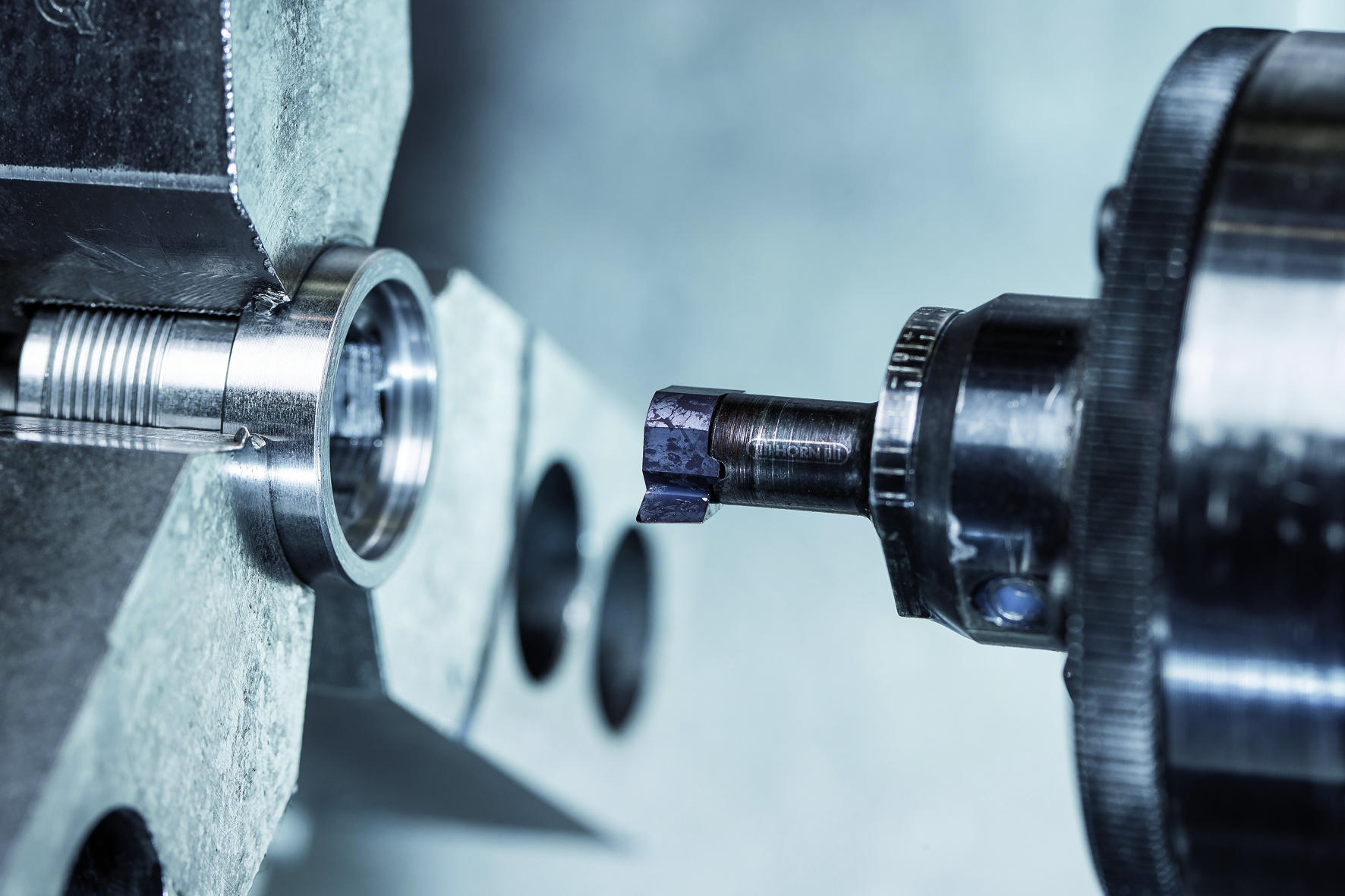
Für das Drehen des Innensechskants kommt das Mini-System von Horn zum Einsatz. Quelle: HORN/Sauermann
Die Lösung fanden die Verantwortlichen um Jörg Loesch in einem angetriebenen Formbohrwerkzeug, bestückt mit einer Horn-Sonderschneidplatte des Typs Mini. Das angetriebene Werkzeug erzeugt durch die Rotation die Form des Innensechskants. Die Auslenkung der Schneide gelingt durch rollende Elemente im Bohrkopf des Systems. Ein Vorteil hierbei ist, dass die Fertigung der Schlüsselweite unabhängig von der Drehzahl der Hauptspindel ist. Somit benötigt man keine Synchronisation zwischen der Hauptspindel und dem angetriebenen Werkzeug, was gerade bei älteren Maschinengenerationen ein großer Vorteil ist.
Für die Fertigung der Schlüsselweite wird zunächst mit 14 mm gebohrt und danach auf 14,3 mm Innendurchmesser ausgedreht. Nun kommt das angetriebene Werkzeug mit dem Horn-Mini zum Einsatz. Die Hauptspindel der Drehmaschine bleibt während der Bearbeitung starr. In axialer Bearbeitungsrichtung schneidet das Horn-Werkzeug die Schlüsselweite in das Werkstück. Der Prozess dauert pro Werkstück nur 15 Sekunden. Aufgrund der Geometrie und Bearbeitungsart ist die Mini-Schneidplatte ein Sonderwerkzeug und nur für diesen Prozess ausgelegt. Die Standzeit pro Schneidplatte liegt im Einsatz bei rund 120 gefertigten Bauteilen. „Wir sind mit der Leistung der Werkzeuge sehr zufrieden. Die Schneidkanten werden in diesem Bearbeitungsprozess sehr stark belastet“, erzählt Braun. Durch diesen Bearbeitungsprozess entstehen keine gepressten Späne in der Bohrung, wie es beim Räumen der Fall wäre.

Zufrieden mit der Leistung der Horn-Werkzeuge: Sascha Braun im Gespräch mit dem Horn-Außendienstmitarbeiter Stephan Weiß.
Quelle: HORN/Sauermann
Polygondrehen für rundlaufende Serienprozesse
Für die Serienfertigung hoher Stückzahlen von Polygonformen entwickelte Horn ein Werkzeugsystem zum Polygondrehen. Mittels axialen Vorschubs bieten die Werkzeuge die Möglichkeit, regelmäßig unrunde Konturen auf Dreh-/Fräszentren herzustellen. Dieses Verfahren erleichtert die Herstellung von Polygonformen. Im Einsatz stehen die Achsen des Werkstücks und des Werkzeugs zueinander versetzt und sind in ein bestimmtes Drehzahlverhältnis gebracht. Die Werkzeuge eignen sich sowohl für die Außenbearbeitung als auch für die Innenbearbeitung. Der Achsversatz, das Drehzahlverhältnis von Werkstück zu Werkzeug und der Flugkreis der Schneide definieren die Abmessung der Kontur. Ein Werkzeugsystem zum Polygondrehen ist individuell auf die jeweils herzustellende Kontur des Werkstücks abgestimmt.
Das Verfahren ist gut für Serienprozesse geeignet, da während der Bearbeitung keine ruckartigen Bewegungen oder Bewegungsumkehrungen auftreten. Dafür können verstellbare Feinbohrköpfe zum Einsatz kommen. Für einen sicheren Prozess ist ein Masseausgleich und die Feinverstellung der Schneide jedoch vorausgesetzt. Horn reagiert mit dem Werkzeugsystem für den Prozess des Polygondrehens auf Anfragen von Kunden, welche Steckverzahnungen, Polygone und andere Formen kostengünstig in der Serienfertigung herstellen wollen. Für das Polygondrehen für Innenkonturen setzt Horn auf die Werkzeugsysteme Supermini und Mini. Für Außenkonturen eignen sich die zweischneidige Wendeschneidplatte 274 oder ISO-Werkzeuge.
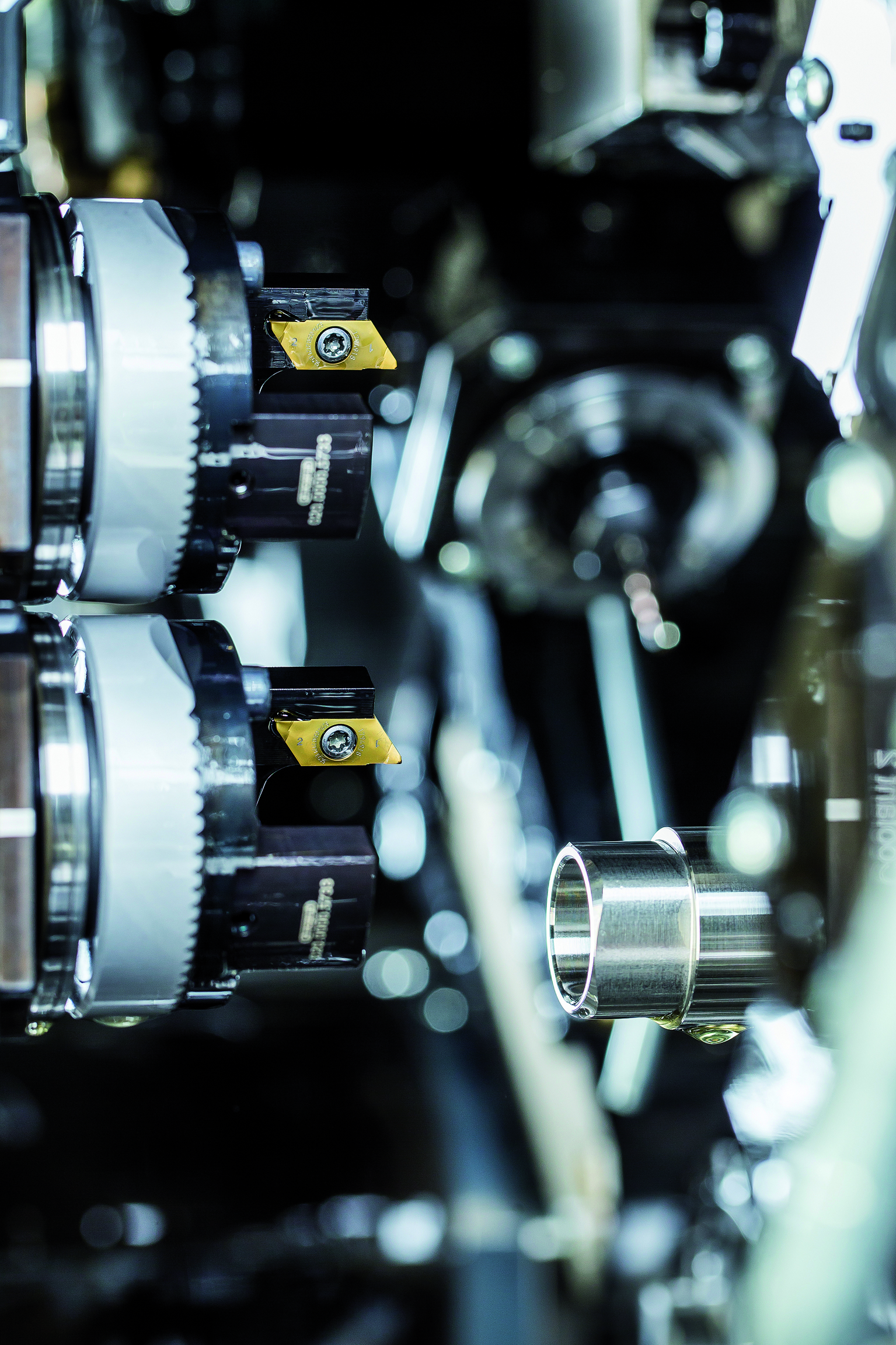
Für die Serienfertigung hoher Stückzahlen von Polygonformen entwickelte Horn ein Werkzeugsystem zum Polygondrehen.
Quelle: HORN/Sauermann
Alternative zum Fräsen: Mehrkantschlagen
Ein weiterer Bearbeitungsprozess für die Herstellung von Polygonen ist das Mehrkantschlagen. Beim Mehrkantschlagen auf Drehmaschinen mit angetriebenen Werkzeugen im Revolver erzeugt ein Schlagmesser ebene Flächen auf der runden Mantelfläche des Drehteils. Das Werkstück in der Hauptspindel und das rotierende Schlagwerkzeug im Revolver laufen dabei in einem synchronen Übersetzungsverhältnis. Die Anzahl der erzeugten Flächen am Werkstück ist abhängig vom Übersetzungsverhältnis von Werkstück zu Werkzeug sowie der Anzahl der Schneiden am Werkzeug. Bei einem Übersetzungsverhältnis von 2:1 wird eine leicht konvexe Oberfläche erzeugt. Diese geringe Formabweichung ist für Flächen zweiter Ordnung wie zum Beispiel Schlüsselflächen völlig ausreichend. Andere Übersetzungsverhältnisse erzeugen stärker konkave oder konvexe Flächen. Demzufolge wird in den meisten Fällen das gängige Übersetzungsverhältnis 2:1 angewendet. Dabei erzeugt ein Schlagmesser mit 2 Schneiden 4 Flächen und ein Schlagmesser mit 3 Schneiden 6 Flächen. Die Anzahl der möglichen Flächen reicht dabei von 1 bis einer Vielzahl von Flächen.
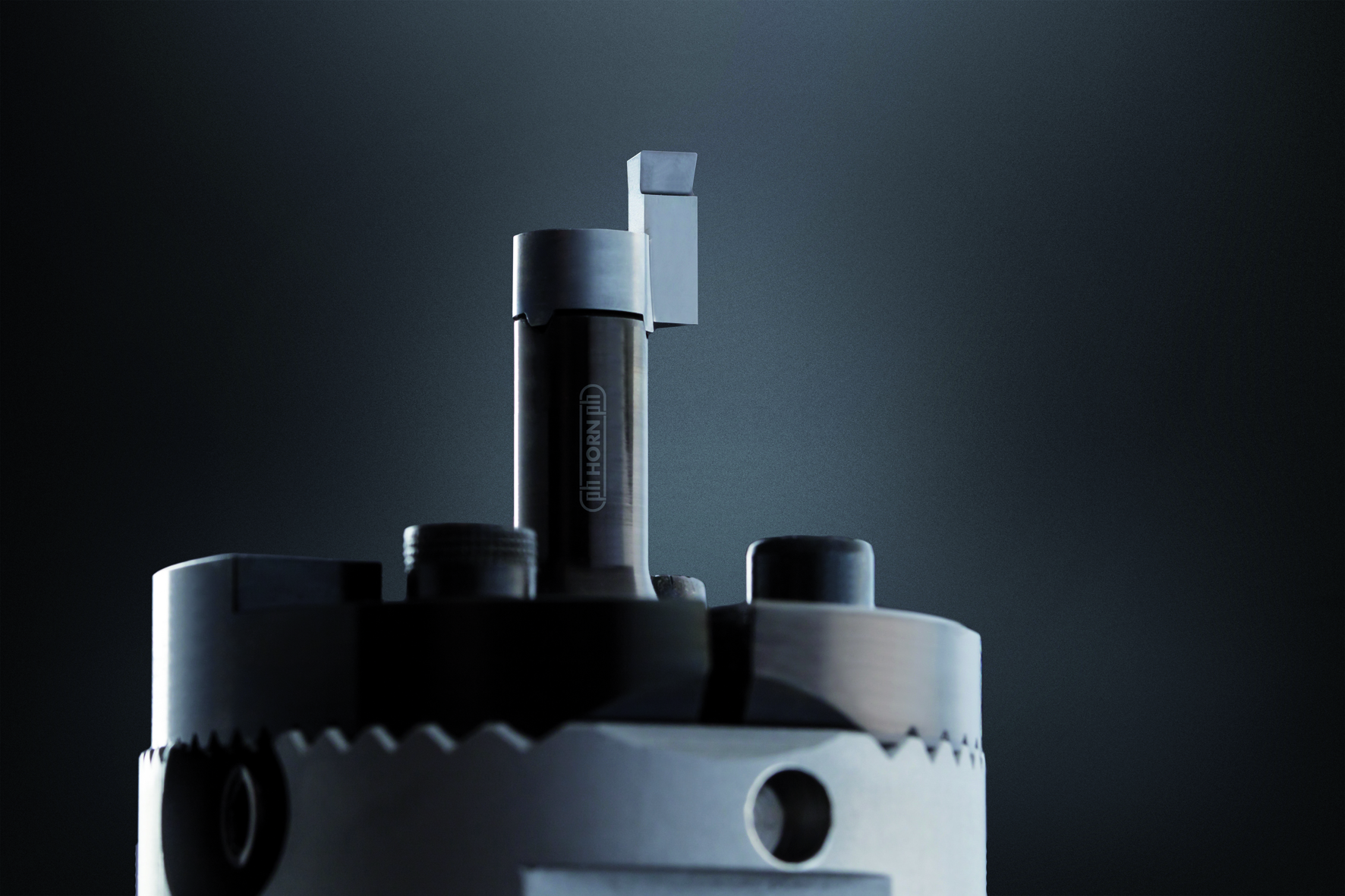
Für das Drehen von Innenpolygonen setzt Horn auf das System Mini.
Quelle: HORN/Sauermann
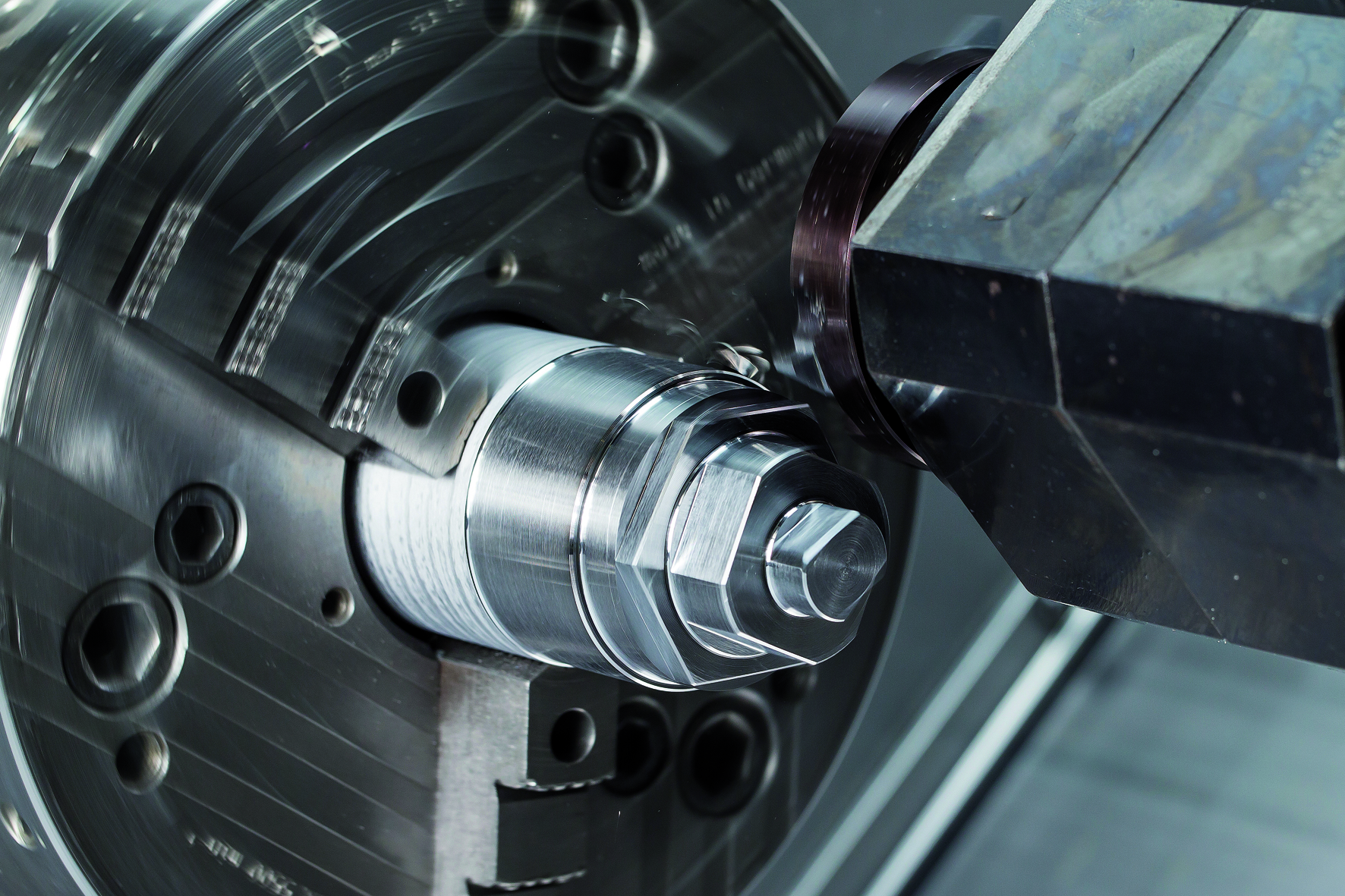
Eine wirtschaftliche Alternative zum Fräsen: Das Mehrkantschlagen.
Quelle: HORN/Sauermann


Über uns praxis-und-prudukte






Meistgelesen

Lesen Sie auch




