

The tailor-made suit for the workpiece

The clamping of workpieces is not only a matter of precisely clamping components for machining. The high demands on the precision of clamping devices are joined by other challenges: Optimization of costs and processes, reduction of production times as well as high flexibility in use. In addition, highly complex workpiece shapes determine the design of a clamping tool, which must nevertheless ensure μ-accurate clamping and high repeatability.
EMUGE-FRANKEN’s clamping technology division develops mechanical, pneumatic and hydraulic clamping devices. When it comes to hydraulic expansion technology, a specialist within the group of companies is responsible for this: company Mytec in Marktheidenfeld.
EMUGE-FRANKEN’s product range includes mandrels, such as flanged mandrels, balancing mandrels and eccentric mandrels, as well as chucks, such as diaphragm chucks, combination chucks, reversible chucks and other stationary clamping devices, including those of unusual design.
In addition to the customized clamping devices, which constitute the majority of the production, standard clamping device solutions which can be assembled modularly, are also available within the range of products. The EMUGE ExaClamp mandrels and chucks designed for vertically suspended spindles are being successively supplemented and expanded, so that in the future a wider range of applications will also be possible with standard solutions (Fig. 1).
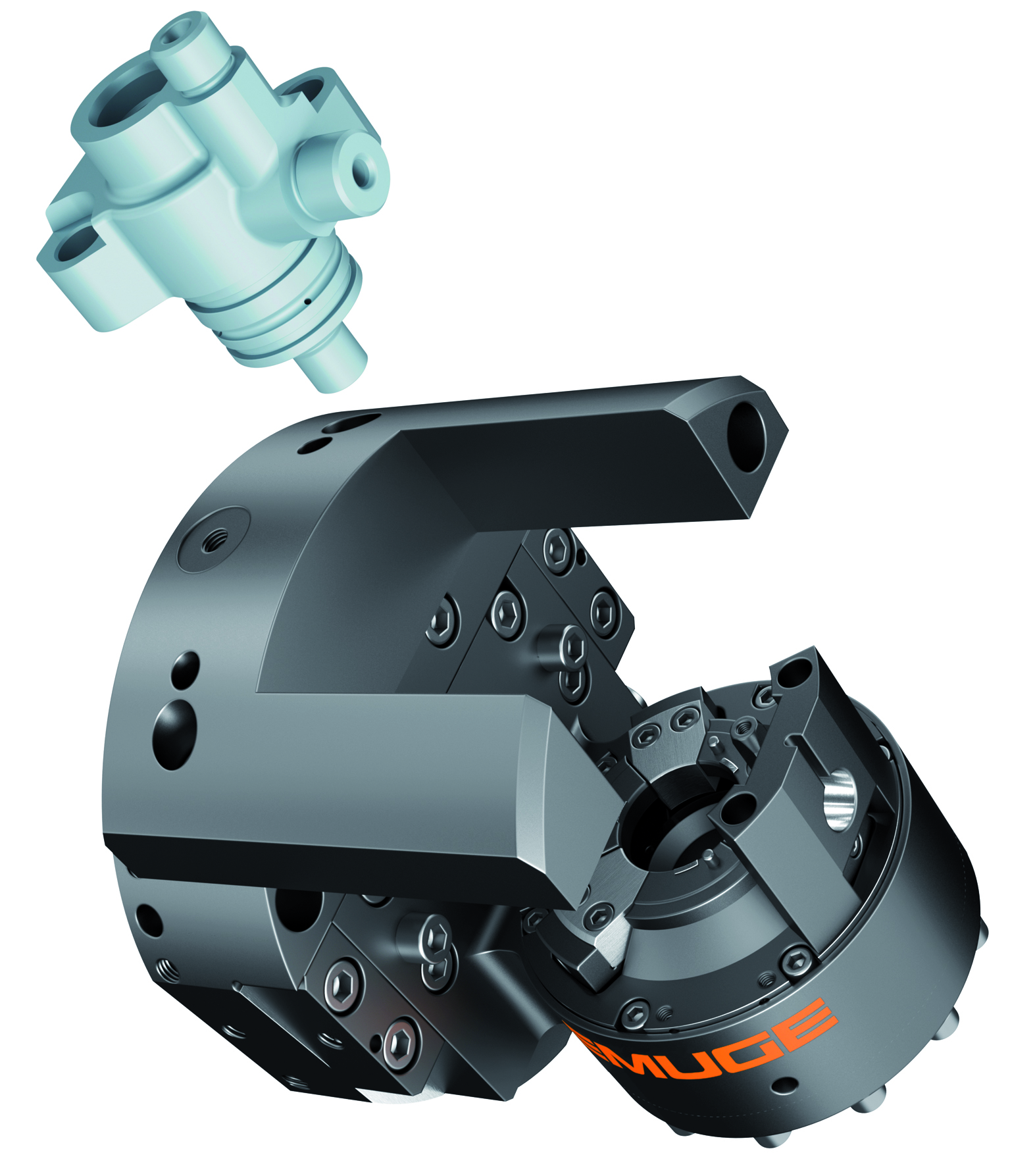
Fig. 2: Diaphragm chuck with 90° offset workpiece mounting
Diaphragm chuck with offset workpiece holder
EMUGE-FRANKEN as one of the leading manufacturers of diaphragm chucks also offers unusual designs, such as the following example (Fig. 2).
This special diaphragm chuck design for grinding operations features a workpiece holder which is rotated 90 degrees to the machine spindle. This arrangement fixes the hole to be machined exactly on the axis of the machine spindle. Due to the rotation of the chuck around the spindle axis, the adjusted tool achieves the best results and thus an optimal surface quality when grinding the inner bore and valve seat of a pump housing. In addition, electronic sensors measure and monitor the vibrations during the grinding process and thus detect tool breakage or dimensional deviations during the pre-machining operation. The diaphragm chuck offers the typical advantages despite its unusual design, such as low maintenance requirement, resistance to soiling and maximum precision in special grinding operations.
Clamping concept for e-bike drive shafts
There is not much space for the electric motor and battery in a bicycle for optical reasons alone. The weight of the drive components also plays a decisive role. The most striking core piece here is the drive shaft, which bundles the power of motor and rider and “puts it on the chain”, so to speak. A special clamping concept was developed by the EMUGE clamping tool experts for the exact clamping of the drive shaft of e-bikes and pedelecs.
The requirements for the clamping concept are an extremely thin-walled structure, a complex geometry and high manufacturing tolerances. Using FEM calculations, the possible clamping forces and their effect on the component were first simulated in order to subsequently develop the clamping concept.
As a result, the clamping device has three clamping jaws. They grip the workpiece at three defined points. The complex component geometry is overcome via a two-stage approach of the clamping jaws. This process is implemented with little deformation, but still offers a holding torque of 5 Nm during grinding. Furthermore, this design saves a second clamping of the workpiece.
This clamping solution shows that the precise, high-precision production of drive parts is only possible if the clamping concept has been specifically adapted to the customer’s requirements.
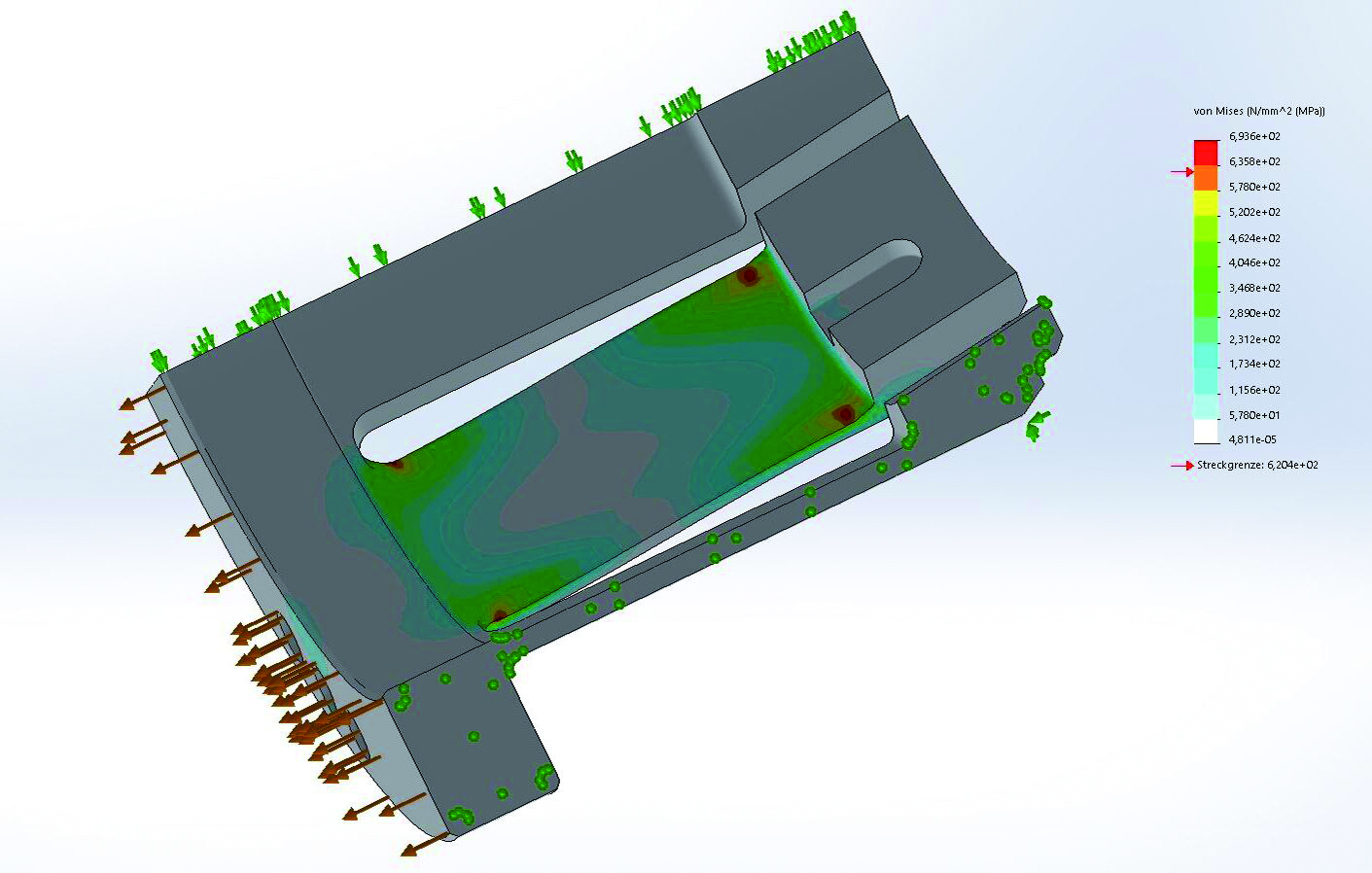
Fig. 3: Simulation of the clamping forces by means of FEM calculation carried out before and during the development of the clamping concept.
Eccentric clamping of crankshafts
A clamping tool was designed to be extremely flexible for clamping crankshafts for refrigeration compressors or pumps. The clamping diameters of all workpieces are the same, the eccentric dimensions differ, as do the workpiece lengths. The customer’s requirement was to clamp all workpieces with one clamping device.
A clamping concept was developed for this purpose, in which the workpiece is clamped in a clamping tool via a collet. The clamping process is introduced via the pull rod on the machine side and the internal pull and push element of the clamping device. The clamping concept also provides for the use of interchangeable fixtures for the different workpiece dimensions.
These interchangeable centering inserts enable the customer to machine several workpieces with different eccentric dimensions and workpiece lengths on one clamping device – with consistent quality and adherence to tolerances.
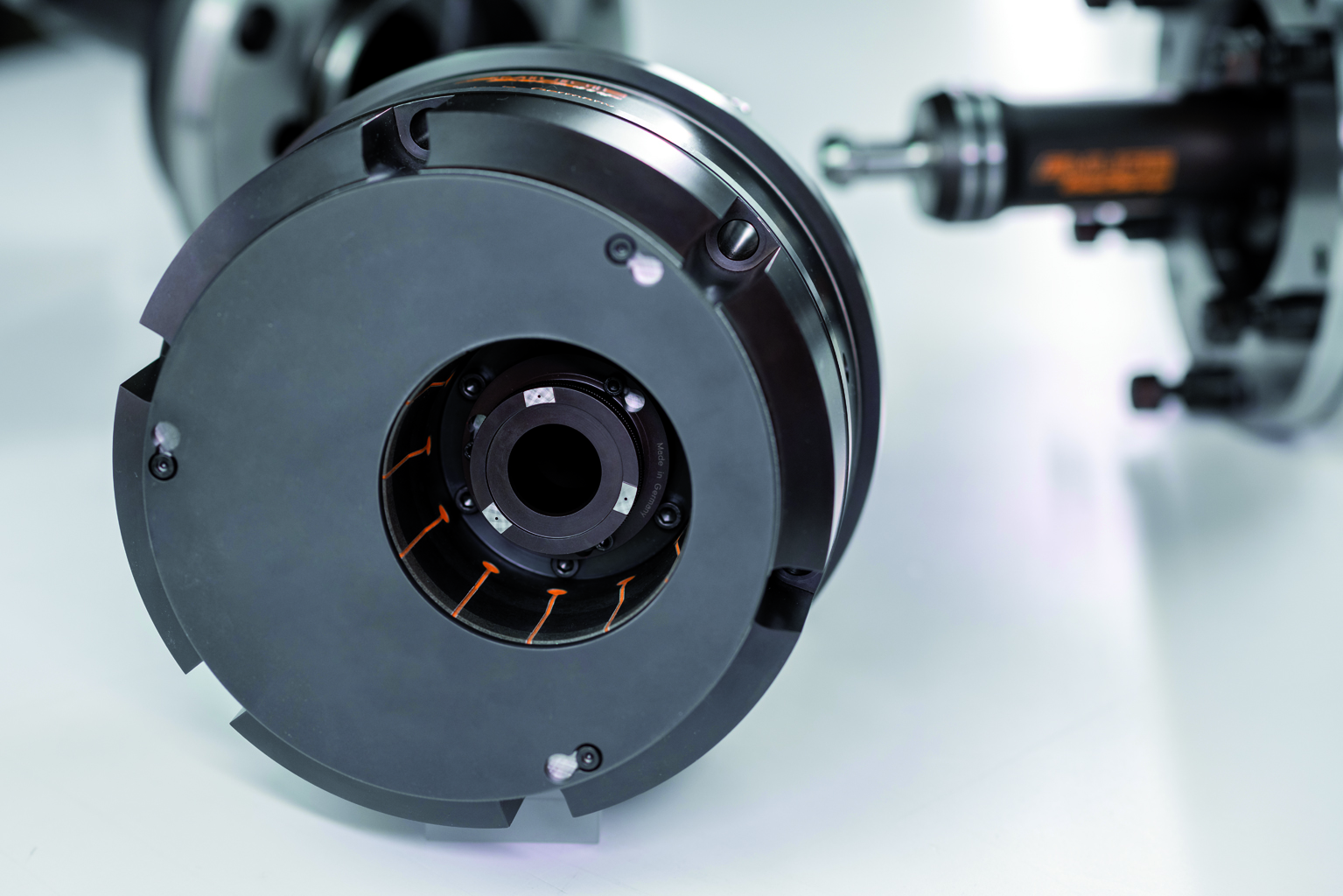
Fig. 4: Eccentric clamping in the clamping tool for crankshafts of refrigeration compressors.
Intermediate bush compensates for inhomogeneous workpiece geometry
The compensation of inhomogeneous workpiece geometries is illustrated by an example of a clamping device for the aerospace industry. The task specified the exact clamping of a “gear rim” to enable the planned machining. Only a very small and defined deformation, which can occur during gear cutting due to the effect of force on the component, was permissible to guarantee a later secured installation position in a tail unit of the gear.
Fig. 5: If required, complex manufacturing processes are used.
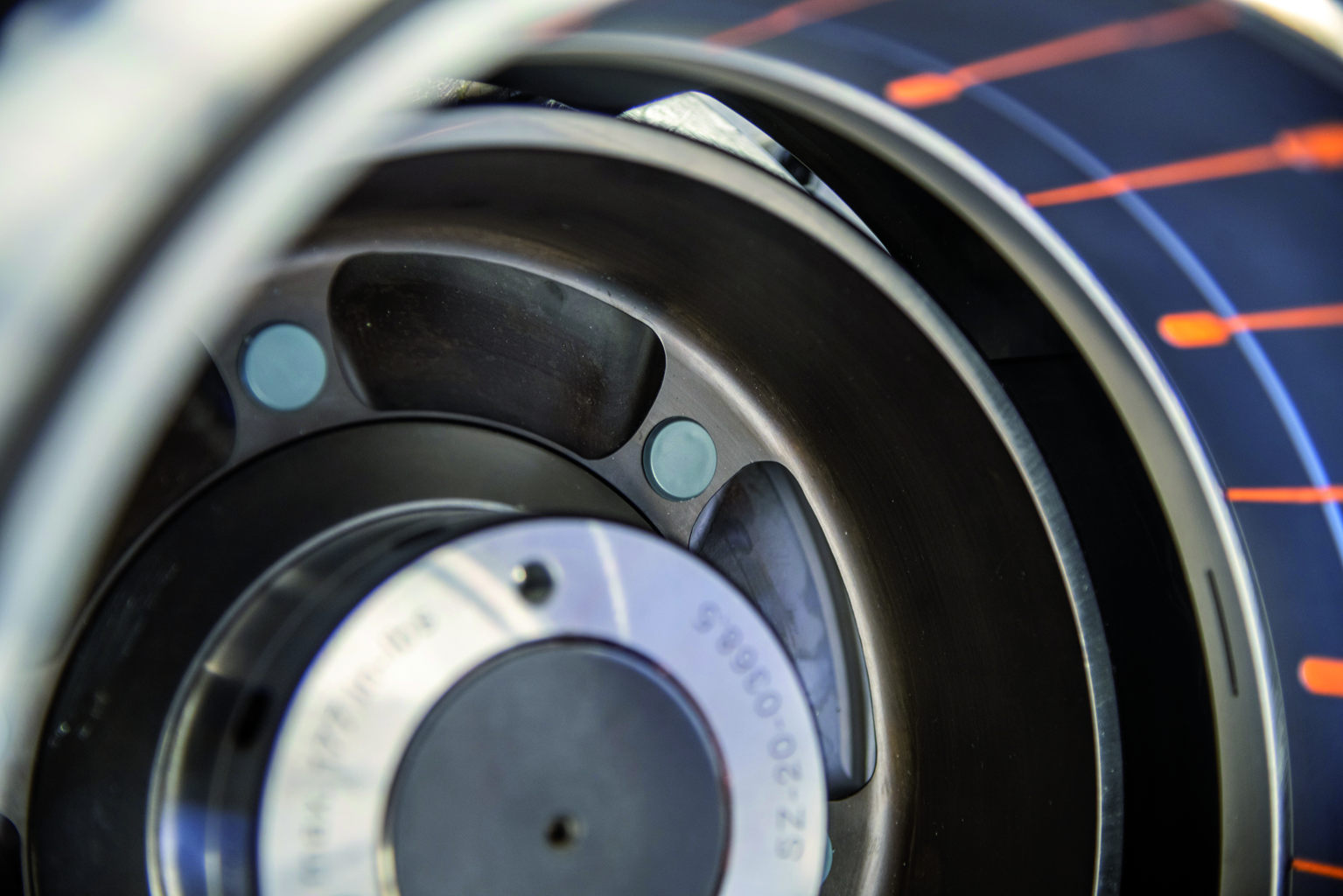
Fig. 6: Chuck for fixing a gear rim.
The clamping tool was designed to meet these requirements. The clamping takes place evenly on two levels by means of a buttress thread clamping system in combination with a single taper. The correct positioning of the workpiece is ensured by a spring-loaded pin. The clamping is introduced via a torque wrench in combination with a force transmission element.
A split intermediate bush was included in the clamping concept to ensure that the clamping force is evenly distributed over the entire length of the component. It ensures that the clamping bush can grip completely over the inhomogeneous geometry of the workpiece. This intermediate bush is the result of a complex manufacturing process and “firmly graps” the component, so to speak.
This clamping device for the aerospace industry shows that accurate and reliable clamping solutions can be provided even for components that are difficult to clamp using extensive technical expertise and creativity.
Clamping solution for micro machining
A particularly filigree clamping solution was developed for the machining of blanks from which jewellery rings are made. This is the only way to ensure face and external machining that will give the ring blanks the desired shape. From turning to surface finishing with sometimes extremely small tools: precision and reliable holding torques are required in all operations. To achieve the highest possible quality in fragile surface machining, the focus is on avoiding vibrations. Two factors have to be taken into account here. On the one hand, the clamping device itself requires a high inherent rigidity, which is why it was designed with a fixed collet and a design that is very short with as little protrusion as possible. On the other hand, machining must take place as close as possible to the machine spindle. The solution was to design the dimension of the clamping device so that it can be partly built into the machine spindle.
This further shortens the distance from the machine spindle to the machining area and clamps the blank as stable as possible.
A short taper interface on the flange of the clamping mandrel enables high-precision mounting in the machine spindle. Clamping is introduced via the pressure rod of the machine, which must simultaneously overpress internal springs to reduce the force. The thrust piece and clamping bolt are thus displaced with a precisely adjustable force by an exactly defined clamping stroke and thus achieve the desired expansion of the collet.
This clamping concept offers the best possible rigidity for small clamping diameters and helps to achieve optimum results in the filigree surface machining of jewellery rings.
By using different clamping principles, EMUGE can thus provide a diverse range of highly professional workpiece clamping. Adapted to the different production facilities and parameters, the user has very economical, low-maintenance and high-precision clamping devices at his disposal.
www.emuge-franken.com
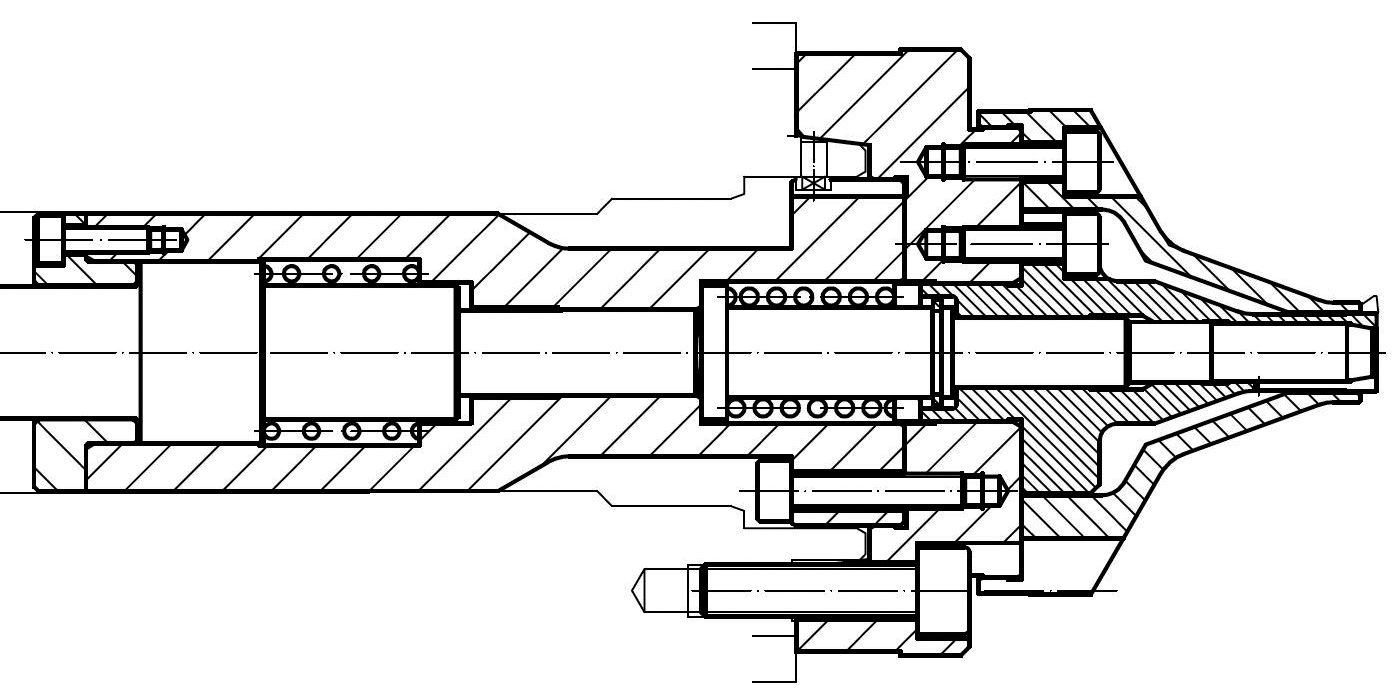
Fig. 7: Minimising the protrusion by partial installation in the machine spindle.

Über uns zerspanen






Meistgelesen

Lesen Sie auch




