Pioniere der Landtechnik

Mähwerke, Pflüge, Sämaschinen und noch viel mehr – seit über 150 Jahren entwickelt die Pöttinger Landtechnik GmbH Maschinen für den Einsatz in der Landwirtschaft. Expertise und die Leidenschaft für wirtschaftliche Lösungen haben das Familienunternehmen in dieser Zeit zu einem der weltweit führenden Unternehmen in dieser Branche gemacht. Mit einer hohen Fertigungstiefe am Stammsitz im österreichischen Grieskirchen suchen die Fertigungsspezialisten ständig nach neuen Lösungen, um die Fertigungsprozesse weiter zu optimieren. Für das Fräsen von Zapfwellenverzahnungen suchte man bei Pöttinger nach einer neuen Lösung für die Komplettbearbeitung auf einer Maschine. Zusammen mit der österreichischen Horn-Vertretung Wedco und den Horn-Anwendungstechnikern fanden sie die Lösung mit dem Wechselkopfsystem DG.
Traktoren-Anbaugeräte wie beispielsweise ein Mähwerk oder ein Ladewagen haben keinen eigenen Antrieb. Zum Betrieb muss die mechanische Antriebsenergie des Traktors an das Anbaugerät weitergeleitet werden. Dies geschieht über den Nebenantrieb oder auch Zapfwelle genannt. Diese meist zuschaltbare Antriebsquelle steht an einem Nebenausgang des Traktorgetriebes bereit. Die Energie kann direkt über eine Gelenkwelle genutzt werden. Der profilierte Wellenstummel, der aus dem Getriebe herausragt, dient mit einer Keilwellen- oder Evolventenprofil-Verzahnung zur Verbindung mit der Gelenkwelle des Anbaugerätes. Für den Betrieb steckt der Landwirt die Gelenkwelle in axialer Richtung auf die Zapfwelle. Zur Sicherung der Verbindung kommen rotationssymetrische Verschlüsse zum Einsatz, welche sich einfach und werkzeuglos lösen lassen.
Grund zur Optimierung
Rund 25.000 Zapfwellen fertigt man in Grieskirchen pro Jahr. Pöttinger produziert die Zapfwellen als Keilwellenprofil mit sechs Zähnen in den gängigen Größen 1-3/8 Zoll und 1-3/4 Zoll. Als Werkstoff dient hauptsächlich die Stahlsorte 16 MnCr5, welche sich auch für das spätere induktive Randschichthärten gut eignet. „Wir haben die Verzahnung vor der Umstellung auf die Werkzeuge von Horn auf einer Abwälz-Fräsmaschine gefertigt. Da wir unsere Fertigungsprozesse ständig optimieren, wollten wir die Zapfwelle komplett in einer Aufspannung fertigen“, erzählt der Pöttinger Arbeitstechniker Roland Grafe. In der Zerspanung setzt man bei Pöttinger immer mehr auf automatisierte Fertigungszellen. Für die mannlose und prozesssichere Bearbeitung suchte das Team um Grafe nach einer Werkzeuglösung, um die Verzahnung der Zapfwelle auf einer Drehmaschine mit angetriebenen Werkzeugen zu fräsen.
„Wir haben genaue Anforderungen von Pöttinger erhalten, was das Werkzeug leisten muss und welche weiteren Ansprüche an die Bearbeitung gestellt werden“, erzählt der Wedco-Außendienstmitarbeiter Alfons Kocher. Eine Herausforderung war, dass die einzelnen Zähne inklusive einer Fase in einer Zustellung gefertigt werden sollten. Das Problem dabei war jedoch die begrenzte Leistung des angetriebenen Werkzeugs. Ein weiterer Punkt war die Möglichkeit, das Werkzeug bis zu viermal nachschleifen zu können.

Auch die Entwicklung und Fertigung von Ladewagen gehört zu den Spezialitäten der Pöttinger Landtechnik GmbH.
Quelle: HORN/Sauermann
Spezielles Schneidendesign
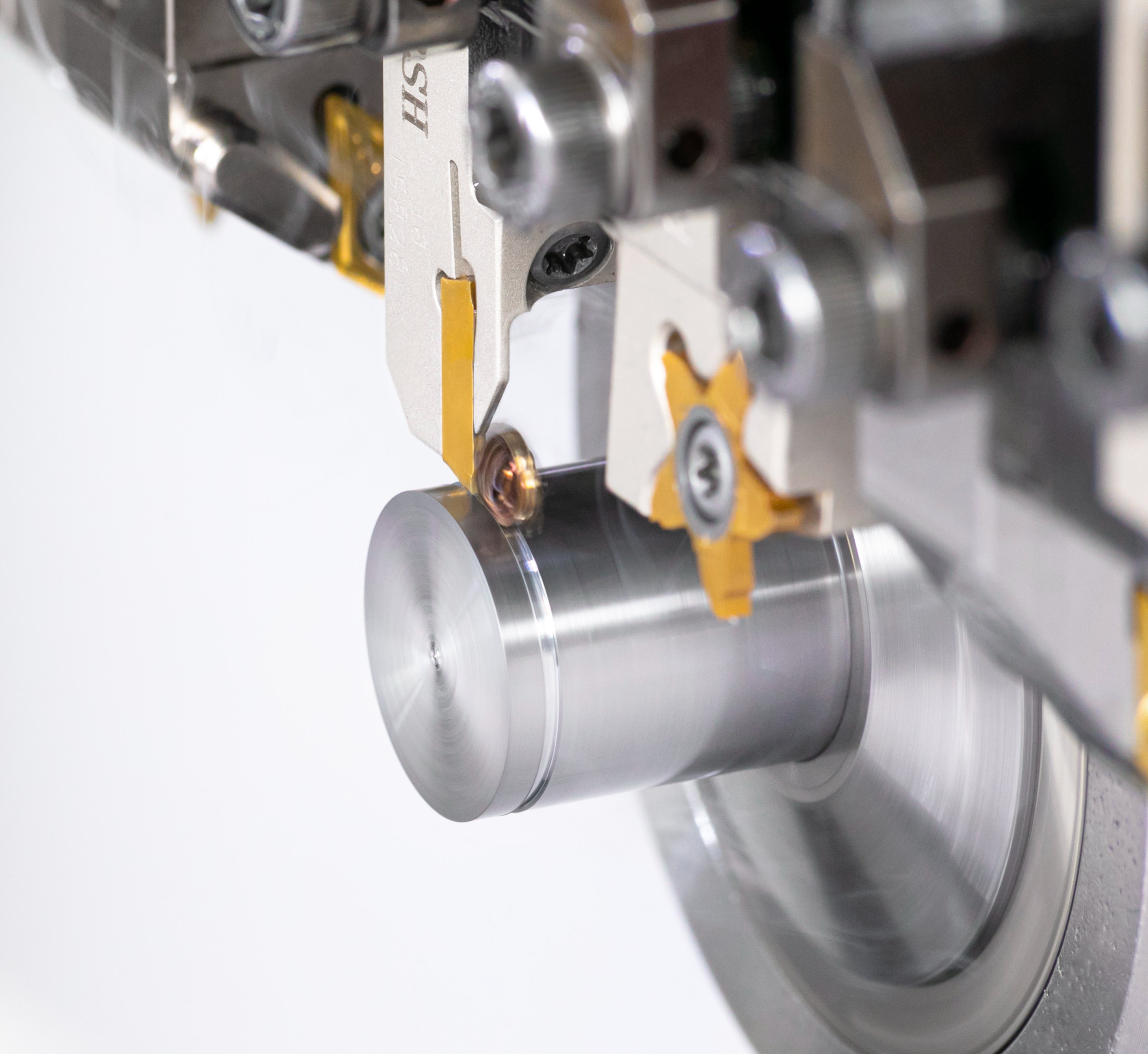
„Um der reduzierten Maschinenleistung entgegenzuwirken, entwickelten die Techniker von HORN ein spezielles Design der einzelnen Zähne des Fräsers mit einer Schnittaufteilung. Das Werkzeug musste aufgrund der Maschinenleistung sehr schnittig sein“, erklärt Kocher. Die sechs Schneiden des Werkzeugs bearbeiten im Einsatz immer abwechselnd die linke und die rechte Seite der zu fräsenden Nut. Die Schneiden sind mit dem geforderten Zahnprofil inklusive des Profils des Fußkreisdurchmessers geschliffen. Der zu erwartende Härteverzug der Zapfwelle nach der Wärmebehandlung ist in der Auslegung des Werkzeugprofils bereits vorgehalten. Des Weiteren sind die Freiwinkel der einzelnen Zähne so ausgelegt, damit diese bis zu viermal nachschleifbar sind. Durch den Nachschliff ändert sich somit nur der Werkzeugdurchmesser und nicht das Profil der einzelnen Zähne.
Als Werkzeugsystem wählte man bei HORN das Werkzeugwechselkopfsystem DG. Der schraubbare Schneidenkopf ist über eine Kegelplananlage und mit einem Zentrierzapfen zentriert. Dieses Zusammenspiel garantiert eine Wechselgenauigkeit des Schneidenkopfes in der Länge von +/– 0,02 mm und im Rundlauf von 0,01 mm. Diese Schnittstelle bringt mehrere Vorteile: eine hohe Stabilität, eine stabile Abstützung sowie den Schneidenkopfwechsel, ohne das Werkzeug neu vermessen zu müssen. Darüber hinaus gestaltet sich der Wechsel des Schneidenkopfes einfach und bedienerfreundlich mit einem Drehmomentschlüssel. Die Schnittstellen des Schneidenkopfes und des Grundhalters sind aus Werkzeugstahl gefertigt. Die Vollhartmetall-Werkzeugschneide ist auf den Werkzeugkopf aufgelötet. Dies ermöglicht einen ressourcenschonenden Umgang mit dem Werkstoff Hartmetall und ermöglicht somit auch einen günstigeren Werkzeugpreis.
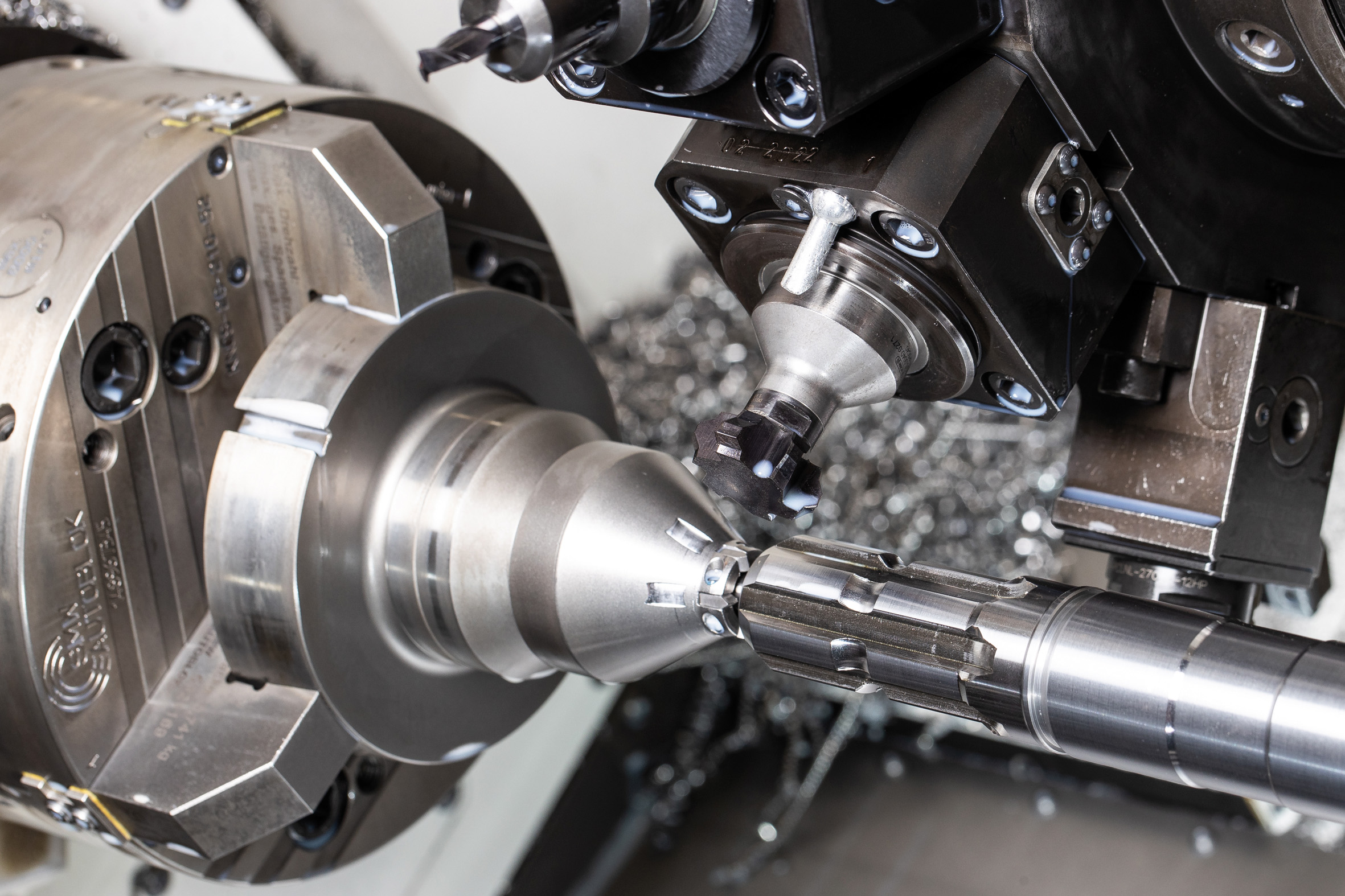
Das Horn-Frässystem DG zeigt im Einsatz hohe Leistungen.
Quelle: HORN/Sauermann
Anforderungen erfüllt
Im Einsatz bestätigten sich die Gedanken der HORN-Techniker zur Werkzeugauswahl und des Schneidendesigns. Für die sechs Zähne/Nuten mit einer Länge von 87 mm und einer Tiefe von 3,3 mm benötigt der Fräser eine Bearbeitungszeit von 85 Sekunden. Die Bearbeitung geschieht im Vollschnitt bei einer Schnittgeschwindigkeit von vc = 200 m/min. „Momentan fräsen wir noch im Gegenlauf. Mit einer stabileren Schnittstelle des angetriebenen Werkzeugs stellen wir die Bearbeitung auf Gleichlauf um. Dann können wir das Werkzeug mit einer noch höheren Leistung fahren“, erzählt Grafe. Die geforderten Toleranzen hält das Werkzeug im Fräsprozess ein. Die geforderte Oberflächengüte lag bei Ra 3,2 µm. Das HORN-Frässystem erzeugt eine Rautiefe von Ra 1,6 µm. Auch die Standzeit der Schneide liegt über den Erwartungen von Pöttinger. Bis zum Nachschliff der Schneiden erreicht das Frässystem eine Standzeit von 300 Zapfwellen, also 1.800 Nuten. Mit der Umstellung auf das Gleichlauffräsen kann der Wert noch gesteigert werden.
Zwei verschiedene Varianten des Werkzeugs sind in der Fertigung von Pöttinger schon im Einsatz und weitere Projekte könnten folgen. „Das war das erste Werkzeugprojekt von Horn in unserer Fertigung. Die technische Umsetzung sowie die Beratung seitens Wedco und Horn haben unsere Erwartungen voll erfüllt. Ich freue mit auf weitere Projekte“, sagt Grafe.

Eine erfolgreiche Zusammenarbeit: Roland Grafe im Gespräch mit Alfons Kocher.
Quelle: HORN/Sauermann


Über uns praxis-und-prudukte




Meistgelesen
Lesen Sie auch