Fräswerkzeuge mit entsprechender Strategie
Bei einem konkreten Projekt für große Grafit-Elektroden wurden beim Zimmermann Formen- und Werkzeugbau erstmals die VHM-Diamantfräser der KARAT Line von Schreurs erprobt. Die beeindruckenden Ergebnisse der neuen Fräswerkzeuge und Strategien, führten dazu, dass mittlerweile die komplette Grafitbearbeitung in Gladenbach auf diese Fräswerkzeuge umgestellt wurde.
Prozesssicherheit, Standwege, Oberflächengüten inklusive Schnittleistungen sind für gewöhnlich die Maßstäbe, die man setzt, wenn es um Fräswerkzeuge geht. Der Formen- und Werkzeugbau Zimmermann in Gladenbach erwartet hier allerdings mehr, denn wenn eine optimale Prozessberatung oder neue Strategien zu mehr Wettbewerbsfähigkeit führen, geht man gerne neue Wege. Im September 2022 war der Zeitpunkt für solch einen neuen Weg. In einem konkreten Projekt ging es darum, große Grafit-Elektroden mit sehr vielen Noppen herzustellen. Sören Leinweber, verantwortlich für die CAM-Programmierung bei Zimmermann ging nach der herkömmlichen Methode pro Elektrode von 16 bis 17 Stunden aus. Bei neun Elektroden also ein immenser Zeitaufwand. Um diese Bearbeitungszeit zu reduzieren, nahm er Kontakt mit der Fa. Schreurs auf. Erste Versuche inklusive neuer Strategien und die diamantbeschichteten VHM Fräser der KARAT Line führten dann auch sehr schnell zu einem messbaren Erfolg. Die Bearbeitungszeit pro Elektrode konnte auf 9 bis 10 Stunden reduziert werden. Ein Ergebnis, das Dr.-Ing. Michael Neumann, Bevollmächtigter für den Bereich Werkzeugbau bei Zimmermann wie folgt kommentiert: „Wir müssen im globalen Wettbewerb die Neugier und Bereitschaft haben, neue Wege zu gehen. Im konkreten Fall war es deshalb auch so, dass der Workshop von Schreurs hier bei uns, auf unseren Maschinen, stattgefunden hat. Es macht doch keinen Sinn, Ergebnisse mit 10 Jahre jüngeren Maschinen mit mehr Dynamik zu vergleichen.“ Letztendlich haben diese Ergebnisse aber dazu geführt, dass man in Gladenbach die Richtung mit Werkzeugen von Schreurs weiterverfolgen wollte. Im November 2022 wurde die komplette Grafitbearbeitung auf die Fräswerkzeuge KARAT Line umgestellt. Der Grundgedanke der neuen Strategie wurde auf beiden Fräsmaschinen umgesetzt. Jedoch wurde das Schruppen individuell angepasst, da eine Maschine nicht über die notwendige Stabilität verfügt. Dazu Jens Thor, Anwendungstechniker bei Schreurs: „Das Grafit zeigt uns so gut wie keine Grenze auf, wenn wir es mit der richtigen Strategie bearbeiten. In den Schrupp-Prozessen erreichen wir bei einem Werkzeugdurchmesser von Ø 10 mm ein Zeitspanvolumen von 750 bis 1.000 cm3. Das ist schon beachtlich, wenn man das mit Prozessen in Stahl vergleicht. Viel wichtiger ist aber, dass wir auch in den Schlicht-Prozessen, die den Großteil der Laufzeit einnehmen, Vorschubwerte von 5 m/min und in Einzelfällen bis zu 8 m/min realisieren. Das ist nur durch eine Rundumberatung inklusive Abstimmung von Werkzeug, Aufspannung und Maschine möglich.“

Bei Zimmermann erreicht man im Schrupp-Prozess mit den Schaftfräsern KARAT II von Schreurs ein Zerspanvolumen zwischen 750 bis 1.100 cm3.
Positive Ergebnisse öffnen Wege zu weiteren Schritten
Nun gab es in Gladenbach nach den ersten positiven Erbnissen auch Skeptiker, denn die Oberflächen zeigten eine nicht gewohnte Optik. Deshalb wurden diese bei den ersten Projekten noch sehr genau betrachtet und auf den Spritzgussmaschinen getestet. Es konnte keine Verschlechterung festgestellt werden. Für Sören Leinweber war es aber ohnehin eine Grundvoraussetzung, dass man qualitativ nicht schlechter wird: „Die erodierten Flächen haben ja wesentlichen Einfluss wie der Kunststoff aus einem Werkzeug kommt. Da gibt es aber keine Probleme. Ich sehe mit dem Einsatz dieser Werkzeuge aber weitere Vorteile. Die Elektroden haben wir vorher mit größeren Fräser-Durchmessern geschlichtet. Um die Eckradien sauber zu bekommen, mussten wir nochmals einen kleineren Fräser einsetzen, was zu Markierungen führt. Jetzt schlichten wir oftmals direktmit dem kleinsten Fräser-Durchmesser. Sollten wir doch einmal Restmaterial bearbeiten, haben wir so gut wie keine Übergänge, aufgrund der engen Werkzeugtoleranz der Karat Line. Das heißt, wir haben die Oberflächengüte verbessert.“

Mittlerweile wurde die komplette Grafitbearbeitung auf die Fräswerkzeuge KARAT II umgestellt.
Was bleibt, sind die Standzeiten. Auch hier stellt man in Gladenbach Verbesserungen fest. Bei den Schruppwerkzeugen, die seit ca. vier Monaten im Einsatz sind, musste noch kein einziges Werkzeug gewechselt werden. Die Schlichtwerkzeuge, weisen ebenfalls einen deutlich höheren Standweg auf. Dazu Jens Thor: „Wir müssen aufhören uns über Standzeiten zu unterhalten. Wichtig ist, welchen Standweg wir in einer entsprechenden Zeit erreichen, um unsere Wirtschaftlichkeit messbar zu machen“.
Wenn man nun solch positive Ergebnisse verbucht, ist man natürlich auch für weitere Schritte bereit. Und die ging man bei Zimmermann mit den Kugelfräsern aus der NeoLine-Serie von Schreurs. Seit 2008 hatte man für den Bereich Kugelfräser einen Premiumherstellers im Einsatz, den bis dahin nie jemand verdrängen konnte. Nun sind Fräser der Neo-Line-Serie zunächst wesentlich kostengünstiger und erste Tests mit Kugeln von Ø 4 mm bis 12 mm führten zu beeindruckenden Effekten. Zunächst setzt man bei Zimmermann grundsätzlich auf schaftverstärkte Fräser. Das sind diese Kugelfräser zwar nicht, jedoch durch die Verwendung eines angepassten Vollhartmetalls dennoch genauso stabil. Das ist bei der Programmierung natürlich von Vorteil, weil nur noch der Werkzeughalter als Kollision berechnet werden muss. Mittlerweile ist ein Neo-Line-Kugelfräser Ø 12 mm an einem Langzeitbauteil aus 1.2343 18 Stunden im Einsatz. Mann- und problemlos. Möglich wird das, so Jens Thor, weil die wie bei Zimmermann und den meisten Formenbauern zu verarbeitenden Werkstoffe wie z.B. 1.2343, gehärtet bis max. 56 HRC eine gewisse Zähigkeit mitbringen und NeoLine eine speziell darauf angepasste Grundgeometrie und ein angepassten VHM hat. Damit lassen sich also für den Spritzgussbereich weiche wie harte Stähle abdecken. Unabhängig davon ist es natürlich für die Programmierung, den Anwender und den Einkauf wesentlich einfacher zu handeln, wenn man nur ein Kugelsystem zu pflegen hat.
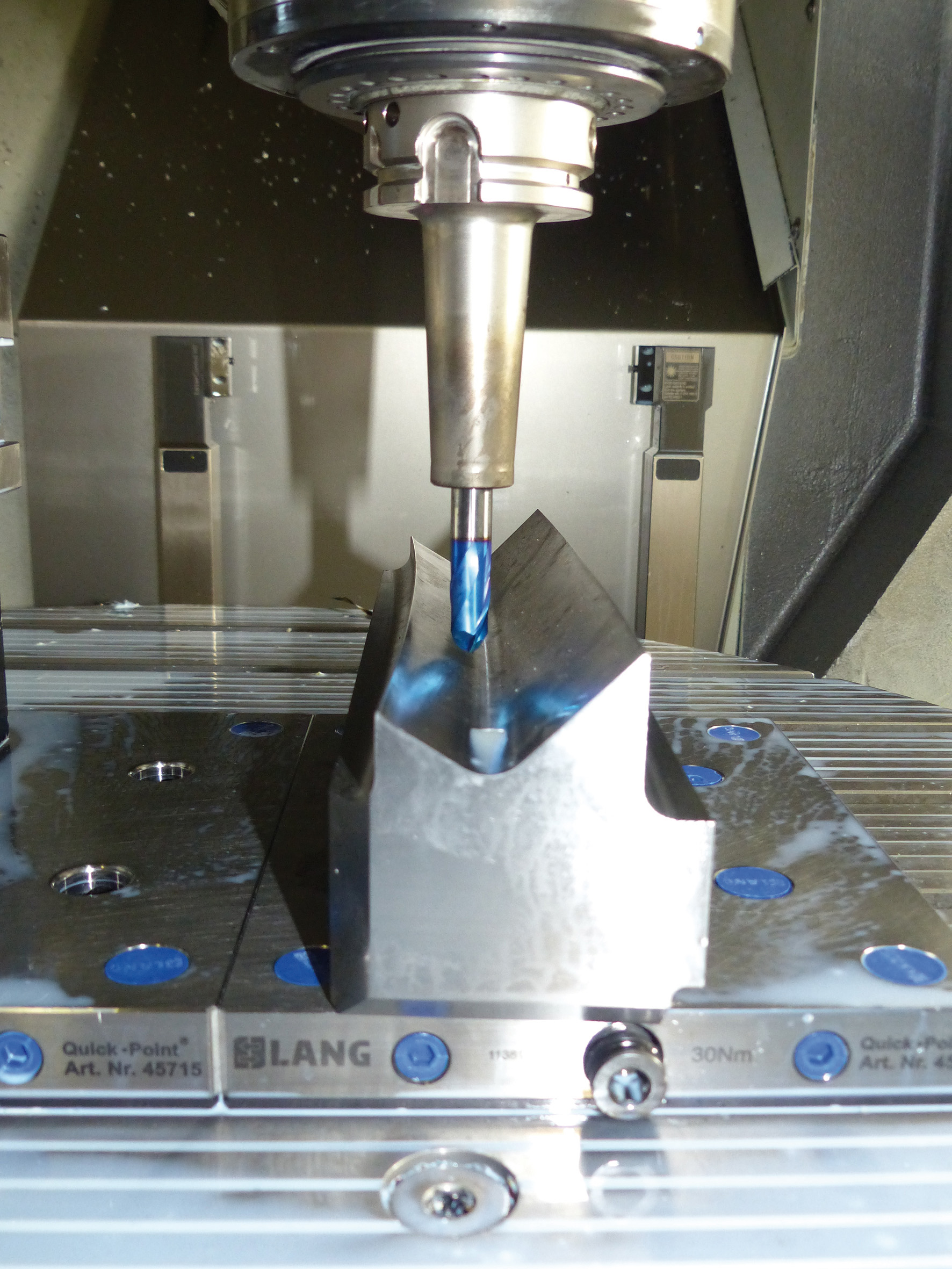
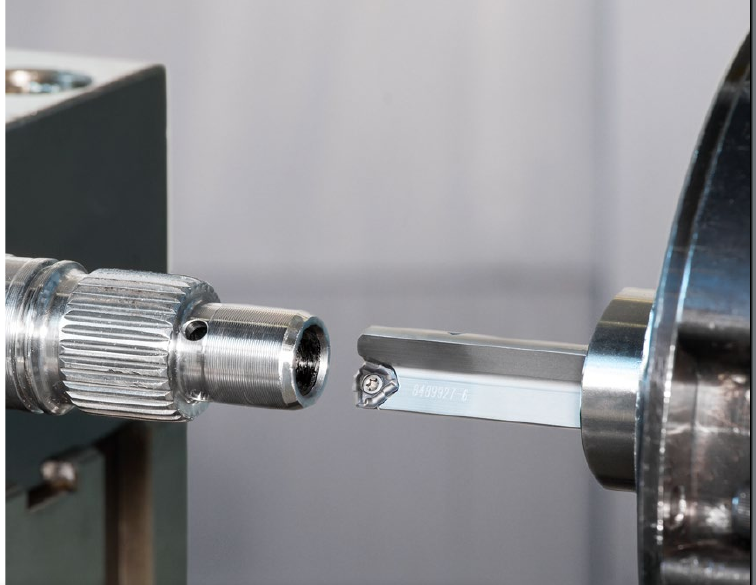
Die Neo-Line Kugelfräser von Schreurs wurden an einem Langzeitbauteil aus 1.2343 erprobt und laufen auch ohne Schaftverstärkung absolut prozesssicher.


Über uns einschneidend





Meistgelesen


Lesen Sie auch